Vereinbaren Sie einen Besuch
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Kurz gesagt: Eine 5-Achs-Lasergravurmaschine kombiniert drei lineare Achsen (X, Y, Z) mit zwei Rotationsachsen (typischerweise B und C), um komplexe 3D-Oberflächen mit einer Positioniergenauigkeit von ±3–10 µm zu gravieren, zu markieren oder zu texturieren. Diese Systeme ermöglichen einen senkrechten Laserstrahl auf komplexe Geometrien und somit präzise Markierungen auf gekrümmten Oberflächen, Schneidkanten, Formstrukturen und Bauteilen von Medizinprodukten, die mit herkömmlichen 2- oder 3-Achs-Lasersystemen nicht effektiv bearbeitet werden können.
Fertigungsindustrien, die dauerhafte Kennzeichnung, Rückverfolgbarkeit und funktionale Oberflächenmodifizierung benötigen, stehen vor einer entscheidenden Herausforderung: Wie lassen sich präzise Gravuren auf komplexe dreidimensionale Geometrien aufbringen, ohne die Genauigkeit zu beeinträchtigen oder empfindliche Bauteile zu beschädigen? Herkömmliche Lasermarkierungssysteme mit zwei oder drei Achsen stoßen bei nicht-planaren Oberflächen an ihre Grenzen, da sie mehrere Aufspannungen erfordern und Positionierungsfehler verursachen. 5-Achs-Lasergravierer beseitigen diese Einschränkungen, indem sie unabhängig von der Bauteilgeometrie eine optimale Strahlausrichtung beibehalten und so eine Präzision im Mikrometerbereich über komplexe Kurven, Freiwinkel und unregelmäßige Konturen hinweg erzielen. Diese Fähigkeit ist unerlässlich für Anwendungen von der UDI-Kennzeichnung medizinischer Geräte über die Kennzeichnung von Turbinenschaufeln in der Luft- und Raumfahrt bis hin zur präzisen Formtexturierung.
Fünfachsige Lasergravursysteme integrieren eine synchronisierte Bewegungssteuerung über drei lineare Achsen (X, Y, Z) und zwei Rotationsachsen (typischerweise Neigung der B-Achse und Rotation der C-Achse), um einen senkrechten Laserstrahleinfall auf komplexe Werkstückgeometrien zu gewährleisten. Diese kinematische Konfiguration erreicht eine Positioniergenauigkeit von ±3 µm bis ±10 µm mit einer Wiederholgenauigkeit von ±3 µm bis ±5 µm – Spezifikationen, die mit herkömmlichen Lasermarkierern mit fester Ausrichtung nicht erreichbar sind.
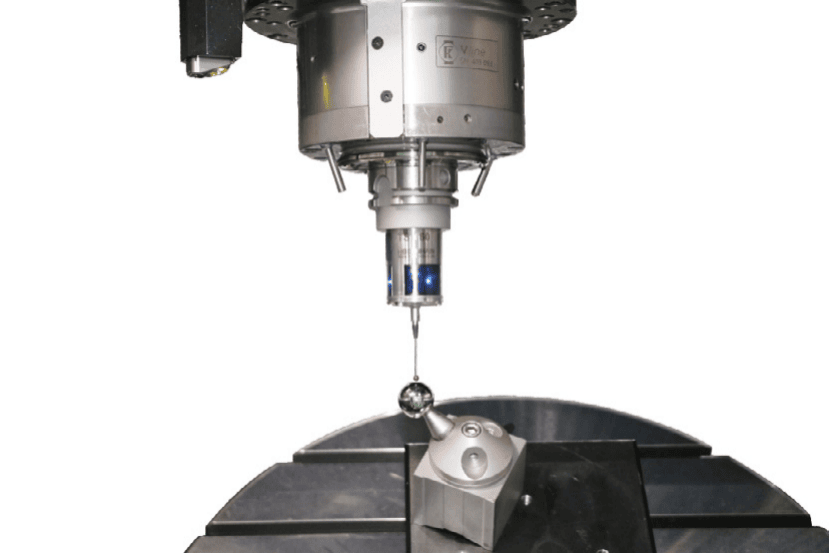
Die technische Grundlage bildet die Echtzeit-Werkzeugmittelpunktsteuerung (RTCP), die alle fünf Achsen kontinuierlich anpasst, um Rotationsbewegungen auszugleichen und gleichzeitig einen konstanten Fokusabstand zwischen Laseroptik und Werkstückoberfläche zu gewährleisten. Diese dynamische Positionierung verhindert eine Fokuspunktdrift, die andernfalls die Markierungsqualität auf geneigten oder gekrümmten Oberflächen beeinträchtigen würde. 5-Achs-Lasermaschinen Integration einer geschlossenen Regelschleife mit Gitterskalenrückmeldung auf allen Achsen, um sicherzustellen, dass die Positionsgenauigkeit auch bei längeren Produktionsläufen innerhalb der Spezifikationen bleibt.
Die Integration von Laserquellen zeichnet moderne 5-Achs-Gravierplattformen aus. Femtosekundenlaser (Pulsdauer < 500 Femtosekunden) ermöglichen die Kaltablation von Materialien mit thermisch beeinflussten Zonen unter 1 µm, was für die Markierung wärmeempfindlicher medizinischer Implantate und Halbleiterbauteile entscheidend ist. Nanosekunden-Faserlaser (Pulsdauer 20–200 ns) bieten eine höhere mittlere Leistung für die schnelle Markierung von Metallen und Keramiken. Pikosekundensysteme vereinen diese beiden Bereiche und bieten Submikrometer-Präzision bei moderaten Bearbeitungsgeschwindigkeiten, die sich für die Serienfertigung eignen.
Der drehbare Arbeitsbereich bestimmt die Vielseitigkeit des Systems. Eine kontinuierliche 360°-C-Achse in Kombination mit einem Neigungsbereich der B-Achse von ±110° bis ±120° ermöglicht die Bearbeitung von halbkugelförmigen Werkstücken und somit die vollständige Oberflächenbearbeitung zylindrischer, konischer und sphärischer Werkstücke in einer einzigen Aufspannung. Die typischen Arbeitsbereiche umfassen 400–600 mm (X) × 250–350 mm (Y) × 300 mm (Z) und eignen sich für Bauteile von miniaturisierten Medizingeräten bis hin zu großen Automobilformen. Für spezielle Anwendungen wie FormtexturierungErweiterte C-Achsen-Tische bis zu 600×350mm ermöglichen die Bearbeitung von Mehrkavitäten-Spritzgießformen ohne Umpositionierung.
Die Fünf-Achsen-Lasergravurtechnologie erfüllt die kritischen Anforderungen an Identifizierung, Rückverfolgbarkeit und funktionelle Oberflächenmodifizierung in den verschiedenen Präzisionsfertigungsbranchen:
Kennzeichnung von Schneidwerkzeugen: Hersteller von PCD- (polykristalliner Diamant) und CBN-Schneidwerkzeugen (kubisches Bornitrid) benötigen permanente Seriennummern, 2D-Data-Matrix-Symbole und Qualitätskontrollmarkierungen, die sich innerhalb von 0,5 mm von den ultraharten Schneidkanten befinden. Fünf-Achs-Systeme verarbeiten diese Gravuren mit einer für Drei-Achs-Plattformen unerreichten Präzision in Kantennähe und ermöglichen so die vollständige Rückverfolgbarkeit ohne Beeinträchtigung der Werkzeuggeometrie. Zeichenhöhen von nur 0,3 mm gewährleisten die Lesbarkeit unter industriellen Prüfsystemen bei minimaler Markierungsfläche. Laserbearbeitungsanlagen Durch die Integration von Schneide- und Markierungsvorgängen entfällt das Umfüllen zwischen Maschinen, wodurch das Risiko von Beschädigungen beim Umgang mit den Maschinen verringert wird.
Kennzeichnung von Medizinprodukten: Regulatorische Vorgaben schreiben die Verwendung von UDI-Codes (Unique Device Identification) auf chirurgischen Instrumenten, orthopädischen Implantaten und Medizinprodukten der Klasse III vor. Fünfachsige Lasergravierer bringen dauerhafte Markierungen auf gekrümmten Implantatoberflächen, kanülierten Instrumentenbohrungen und Keramikkomponenten an, die mit herkömmlichen Markierungsmethoden nicht zugänglich sind. Typische Spezifikationen umfassen:
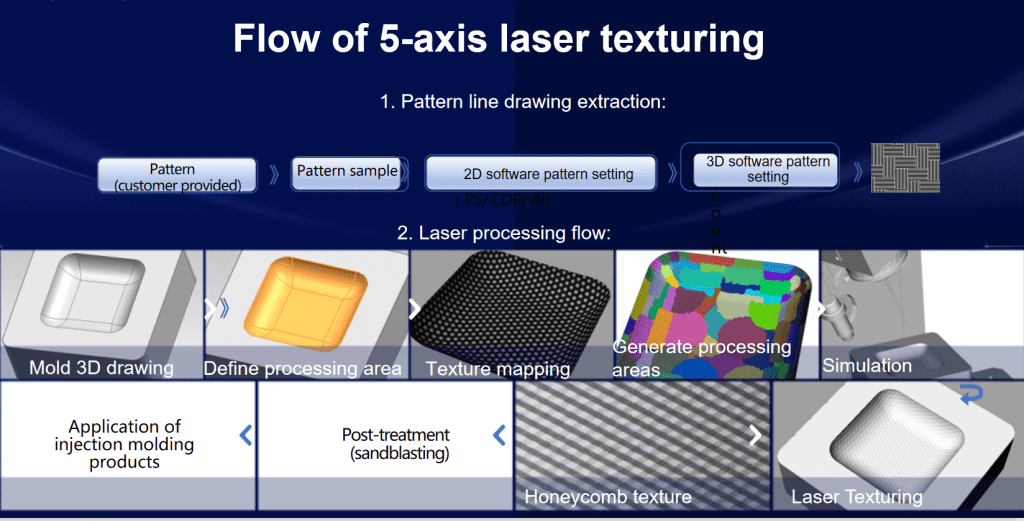
Oberflächenstrukturierung von Spritzgussformen: Hersteller von Spritzgussformen bringen dekorative und funktionelle Texturen auf die Oberflächen von Formhohlräumen auf und übertragen so Muster auf die geformten Kunststoffteile. Die Fünf-Achs-Lasertexturierung erreicht eine Genauigkeit von 0,01 mm bei komplexen Formgeometrien und erzeugt Ledernarbenmuster, geometrische Mikrostrukturen und rutschfeste Oberflächen. Systeme wie das Micro3D L570V verarbeiten 30 bis 50 Texturschichten mit automatischer Bahnplanung und eliminieren so umweltschädliche chemische Ätzverfahren. Anwendungsbereiche sind unter anderem Fahrzeuginnenverkleidungen, Gehäuse für Unterhaltungselektronik und Luxusgüter mit aufwendigen Oberflächenveredelungen.
Kennzeichnung von Bauteilen in der Luft- und Raumfahrt: Die Rückverfolgbarkeit von Turbinenschaufeln erfordert Teilenummern, Chargencodes und Prüfstempel auf den gekrümmten Schaufeloberflächen. Fünfachsige Lasersysteme gewährleisten einen senkrechten Strahleinfall auf Vorder- und Hinterkanten sowie Druckflächen und erzeugen so kontrastreiche Markierungen ohne thermische Verzerrung. Die Prozessparameter werden automatisch an das Material (Inconel, Titanlegierungen, Keramikmatrix-Verbundwerkstoffe) und die Oberflächengeometrie angepasst, um eine gleichbleibende Markierungstiefe und -schärfe auch bei Baugruppen mit unterschiedlichen Materialien sicherzustellen.
Die kinematischen Fähigkeiten von Fünf-Achs-Lasergravursystemen ermöglichen messbare Produktivitäts- und Qualitätsverbesserungen im Vergleich zu herkömmlichen Drei-Achs-Plattformen:
Effizienz in einer Aufspannung: Komplexe Bauteile, die Markierungen auf mehreren Oberflächen erfordern, benötigen auf 3-Achs-Systemen typischerweise 3–5 Nachpositionierungsvorgänge, wobei jede Nachpositionierung zu einem kumulativen Positionsfehler führt. 5-Achs-Plattformen erledigen alle Markierungsvorgänge in einer Aufspannung und reduzieren so die Zykluszeit für Bauteile mit mehreren Oberflächen um 30–50¹³T. Gleichzeitig werden positionierungsbedingte Abweichungen durch Vorrichtungen vermieden. In Produktionsumgebungen mit hoher Variantenvielfalt und geringen Stückzahlen – wie sie in der Luft- und Raumfahrt sowie der Medizintechnik üblich sind – summieren sich die Rüstzeiteinsparungen über mehrere Bauteilfamilien hinweg.

Qualität des senkrechten Strahleinfalls: Die Energieabsorption des Laserstrahls hängt entscheidend vom Einfallswinkel zur Zieloberfläche ab. Beim Markieren von schrägen oder gekrümmten Oberflächen durch 3-Achs-Systeme verringern schräge Strahlwinkel die effektive Energiedichte und erzeugen asymmetrische Wärmeeinflusszonen. Die 5-Achs-RTCP-Steuerung gewährleistet eine senkrechte Strahlausrichtung unabhängig von der Oberflächengeometrie und erzeugt so eine gleichmäßige Markierungstiefe, konsistenten Kontrast und symmetrische Wärmeeinflusszonen auch bei komplexen Konturen. Diese geometrische Optimierung ist unerlässlich für hochauflösende 2D-Barcodes, da Markierungen unter einem schrägen Winkel die Lesbarkeit des Scanners beeinträchtigen.
Zugänglichkeit komplexer Oberflächen: Bauteile mit Freiwinkeln, Hinterschneidungen und sphärischen Abschnitten stellen Lasersysteme mit fester Ausrichtung vor Herausforderungen. Medizinische Knochenschrauben mit Spiralgewinde, Turbinenschaufeln mit verdrillten Profilen und Spritzgussformen mit Entformungsschrägen erfordern variable Laserstrahlwinkel. Die Fünf-Achs-Kinematik positioniert den Laserfokuspfad relativ zu den lokalen Oberflächennormalen und ermöglicht so die Bearbeitung von Merkmalen, die auf Drei-Achs-Plattformen entweder spezielle Vorrichtungen erfordern oder unzugänglich bleiben würden. Diese Fähigkeit lässt sich erweitern auf 5-Achs-Laserschneidanwendungen wenn Durchgangslöcher die Rechtwinkligkeit zu gekrümmten oder abgewinkelten Oberflächen beibehalten müssen.
Integrierte Bearbeitungsabläufe: In Kombination mit CNC-Bearbeitung ermöglichen Fünf-Achs-Lasersysteme hybride Fertigungssequenzen. Ein typischer Workflow bearbeitet die Bauteilgeometrie, bringt Präzisionsgravuren an und führt anschließend die Endbearbeitung durch – alles innerhalb eines einzigen Arbeitsbereichs. Diese Integration eliminiert Zwischenlagerbestände, reduziert Beschädigungen durch Handhabung und gewährleistet die Maßgenauigkeit zwischen bearbeiteten Merkmalen und angebrachten Markierungen. Auftragsfertiger, die Kleinserien hochwertiger Bauteile bearbeiten, erzielen durch diese konsolidierten Arbeitsabläufe deutliche Effizienzsteigerungen.
Fünfachsige Lasergravursysteme eignen sich für die Bearbeitung verschiedenster Materialklassen durch geeignete Auswahl der Laserquelle und Optimierung der Parameter:
Bearbeitung von superharten Werkstoffen: PCD-Schneidwerkzeuge, CBN-Schleifscheiben und CVD-Diamant-Verschleißteile erfordern eine Femtosekundenlaserbearbeitung, um Mikrorisse zu vermeiden. Pulsdauern unter 500 fs ermöglichen Kaltablation, wobei Material durch photomechanische anstatt photothermische Mechanismen abgetragen wird. Typische Bearbeitungsparameter sind:
Anwendungen der Metallgravur: Edelstahl, Titanlegierungen, Aluminium, Werkzeugstahl und Wolframcarbid reagieren effektiv auf Nanosekunden- oder Pikosekunden-Faserlaser. Oberflächenoxidation erzeugt kontrastreiche schwarze Markierungen auf Edelstahl ohne Materialabtrag, während die Ablationsbearbeitung vertiefte Gravuren in gehärteten Werkzeugstählen ermöglicht. Durchschnittliche Laserleistungen von 20–100 W ermöglichen Produktionsgeschwindigkeiten von 1000–3000 mm/s für alphanumerische Zeichen und Seriennummern.
Technische Keramik- und Verbundwerkstoffe: Siliziumkarbid-, Zirkonoxid-, Aluminiumoxid-Keramiken, Graphit- und Kohlenstofffaserverbundwerkstoffe erfordern eine Anpassung von Wellenlänge und Pulsdauer, um Schäden unter der Oberfläche zu vermeiden. Grüne Laser (515–532 nm) verbessern die Absorption in transparenten oder transluzenten Keramiken, während ultrakurze Pulsdauern die Wärmeeinflusszone in wärmeempfindlichen Verbundwerkstoffen minimieren. Medizinische Keramikbauteile erfordern nach der Markierung eine Oberflächenrauheit von unter 0,8 μm Ra, um die Bildung von Biofilmen zu verhindern.
Standard-Bearbeitungsspezifikationen: Industrielle Fünf-Achs-Lasergravursysteme bieten typischerweise Folgendes:
Diese Spezifikationen ermöglichen die Bearbeitung von Bauteilen, die von miniaturisierten medizinischen Implantaten bis hin zu großen Automobilformen reichen, innerhalb validierter Qualitätskontrolltoleranzen.
Das Portfolio von OPMT an Fünf-Achs-Lasergravurplattformen deckt durch spezialisierte Systemkonfigurationen vielfältige Anforderungen in den Bereichen industrielle Kennzeichnung, Texturierung und Mikrobearbeitung ab:

Light 5X-Serie (40V/60V-Modelle): Diese vertikalen 5-Achs-Laserbearbeitungszentren vereinen Gravur-, Schneid- und Texturierungsfunktionen in einer einheitlichen Plattform, die für die Fertigung von PKD/CBN-Schneidwerkzeugen und die Bearbeitung von Automobilkomponenten entwickelt wurde. Die Light 5X 40V verfügt über einen Arbeitsbereich von 400 mm × 250 mm × 300 mm mit HSK-E40-Spindelschnittstelle und unterstützt kombinierte lasermechanische Arbeitsabläufe. Die 60V erweitert den Verfahrweg der X-Achse auf 600 mm für größere Werkzeuge der Automobilindustrie. Beide Plattformen erreichen eine Wiederholgenauigkeit von ±3 μm durch Linearmotorantriebe auf allen drei Linearachsen und Drehmomentmotorantrieb der B/C-Drehachsen. Eine geschlossene Regelung mittels Rastermaßstab gewährleistet die Positionsgenauigkeit auch bei Temperaturwechseln und langen Produktionsläufen. Eigenentwickelte CNC-Systeme bieten integrierte CAM-Funktionalität für Anwendungen der Lasertechnologie von Markierung über Texturierung bis hin zum Präzisionsschneiden.
Micro3D L530V Femtosekunden-System: Das L530V wurde für hochpräzise Markierung und Mikro-Nano-Strukturierung entwickelt und integriert Femtosekundenlaserquellen mit einer Fünf-Achsen-Kinematik zur Bearbeitung komplexer 3D-Strukturen auf superharten Materialien. Das System erreicht eine Positioniergenauigkeit von ±10 µm in einem Arbeitsbereich, der für Schneidwerkzeugeinsätze, medizinische Mikrokomponenten und Halbleiterbauelemente geeignet ist. Femtosekunden-Pulsdauern unter 500 fs ermöglichen die Kaltablation von PCD-, CBN- und Keramikmaterialien ohne Wärmeeinflusszonenbildung. Dies ist entscheidend für die Erhaltung der Schneidkantenschärfe und die Verhinderung der Ausbreitung von Mikrorissen in spröden Materialien. Optionale Galvanometer-Scanköpfe beschleunigen die Erzeugung hochdichter Muster für Mikrotexturierungsanwendungen.
Micro3D L570V – Spezialist für die Oberflächentexturierung von Spritzgussformen: Die L570V wurde speziell für die Oberflächentexturierung von Spritzgussformen entwickelt und kombiniert eine 5-Achs-Positionierung mit 3D-Textursimulation und automatischer Bahnplanung. Das System verarbeitet Texturmuster mit bis zu 30–50 Schichten Tiefe und einer Genauigkeit von 0,01 mm. So entstehen dekorative Lederstrukturen, funktionelle Antirutschoberflächen und geometrische Mikrostrukturen in komplexen Formhohlräumen. Intelligente Software unterteilt große Texturbereiche automatisch in Bearbeitungsblöcke, generiert kollisionsfreie Werkzeugwege und optimiert die Laserparameter für eine gleichmäßige Tiefensteuerung. Die Kompatibilität mit Nanosekunden- und Femtosekundenlasern ermöglicht die Bearbeitung von Werkzeugstählen, Aluminiumformen und Speziallegierungen auf einer einzigen Plattform. Der verlängerte C-Achsen-Drehtisch (bis zu 600 × 350 mm) eignet sich für Mehrkavitätenformen der Automobil- und Konsumgüterindustrie und macht chemische Ätzprozesse, die gefährliche Abfallströme erzeugen, überflüssig.
Integrierte CNC-Steuerungssysteme: Alle OPMT-Fünf-Achs-Laserplattformen verfügen über proprietäre CNC-Systeme mit Kollisionserkennung, Echtzeit-Bewegungssimulation und CAD/CAM-Integration. Die speziell für die Texturierung entwickelte Software ermöglicht den Import von 3D-Modellen, die automatische Generierung von Texturmustern aus Graustufenbildern und die intelligente Schichtzerlegung für die Tiefensteuerung in mehreren Durchgängen. Für Produktionsumgebungen unterstützen die Systeme die barcodebasierte Parameterauswahl, die Datenerfassung für die statistische Prozesskontrolle (SPC) und die Industrie-4.0-Konnektivität zur Integration in Manufacturing Execution Systems (MES). Dank dieser Softwarefunktionen sind die OPMT-Plattformen schlüsselfertige Lösungen, die keine CAM-Programmierung von Drittanbietern oder Offline-Pfadplanungstools erfordern.
Fünfachsige Lasergravurmaschinen bieten präzise Markierungs-, Identifikations- und Oberflächenmodifizierungsmöglichkeiten, die für Branchen unerlässlich sind, in denen die Rückverfolgbarkeit von Bauteilen, die Einhaltung gesetzlicher Vorschriften und die funktionalen Oberflächeneigenschaften die Produktleistung und -sicherheit direkt beeinflussen. Die kinematische Flexibilität, einen senkrechten Laserstrahleinfall auf komplexe dreidimensionale Geometrien zu gewährleisten – kombiniert mit Positioniergenauigkeiten von ±3 µm bis ±10 µm – ermöglicht Anwendungen von der UDI-Kennzeichnung medizinischer Geräte über die Serialisierung von Luft- und Raumfahrtkomponenten bis hin zur präzisen Formtexturierung.
Hersteller, die 5-Achs-Lasergravursysteme evaluieren, sollten drei Kernspezifikationen priorisieren: Positioniergenauigkeit entsprechend den Anforderungen an die Markierungsauflösung, ausreichender Rotationsarbeitsraum für komplexe Bauteilgeometrien und Kompatibilität der Laserquelle mit den Zielmaterialien. In Produktionsumgebungen mit hoher Produktvielfalt und unterschiedlichen Bauteilfamilien ermöglicht die Effizienz von 5-Achs-Plattformen mit nur einer Aufspannung eine Reduzierung der Zykluszeit um 30–501 TP3T bei gleichzeitiger Vermeidung von Positionierfehlern durch mehrere Bearbeitungsschritte.
Die spezialisierten Plattformen von OPMT – von der Light 5X-Serie für integrierte Schneid- und Markierungsprozesse bis hin zur Micro3D L570V für komplexe Formtexturen – bieten Industrieunternehmen validierte Lösungen, unterstützt durch selbstentwickelte CNC-Systeme und anwendungstechnische Beratung. Angesichts steigender regulatorischer Anforderungen an die dauerhafte Teilekennzeichnung und fortschreitender Verfahren zur funktionalen Oberflächenmodifizierung wird die Fünf-Achs-Lasergravurtechnologie zunehmend die Wettbewerbsfähigkeit in der Präzisionsfertigung prägen.
Eine umfassende Anleitung zur Integration der Laserbearbeitung in mehrachsige CNC-Umgebungen finden Sie hier. Best Practices für Laser-CNC-Bearbeitungszentren und entdecken Sie, wie hybride Fertigungsplattformen Produktionsabläufe bei Schneid-, Markierungs- und Endbearbeitungsvorgängen optimieren.
Haftungsausschluss
Dieser Inhalt wurde von OPMT Laser auf Grundlage öffentlich verfügbarer Informationen zusammengestellt und dient ausschließlich zu Referenzzwecken. Die Erwähnung von Marken und Produkten Dritter dient dem objektiven Vergleich und stellt keine kommerzielle Verbindung oder Billigung dar.
Entdecken Sie die Welt der CNC-Bearbeitung, indem wir 3-Achsen- und 5-Achsen-Technologien vergleichen. Von einfachen Vorgängen bis hin zu komplexen Geometrien – finden Sie heraus, welche Maschine Ihren Fertigungsanforderungen im Jahr 2025 entspricht.

Entdecken Sie OPMTs bewährten 5-Phasen-ODM-Prozess für kundenspezifische Lasersysteme. ISO-zertifizierte Fertigung, Präzision ±0,003 mm, IP-Schutz. Senden Sie uns noch heute Ihre Projektanforderungen.

Suchen Sie nach den besten Anbietern für 5-Achsen-CNC-Bearbeitungszentren? In unserer Top-10-Liste finden Sie Expertenwissen und die perfekte Lösung für Ihre Anforderungen!

Entdecken Sie die 10 besten Laser-Metallschneidmaschinen des Jahres 2025, darunter Branchenführer wie Trumpf, Bystronic und OPMT Laser. Vergleichen Sie Spitzentechnologie, Präzision und Effizienz, um die perfekte Lösung für Ihre Fertigungsanforderungen zu finden.
Bitte geben Sie Ihre Kontaktinformationen ein, um das PDF herunterzuladen.