Vereinbaren Sie einen Besuch
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Kurz gesagt: 5-Achs-Bearbeitungsprozesse ermöglichen die gleichzeitige Bewegung entlang dreier linearer Achsen (X, Y, Z) und zweier Rotationsachsen (A/B oder B/C) und bieten somit multidirektionale Bearbeitungsmöglichkeiten. Die beiden Hauptbetriebsarten sind die simultane 5-Achs-Bearbeitung, bei der sich alle Achsen während des Bearbeitungsprozesses kontinuierlich bewegen, und die indexierte (3+2)-Positionierung, bei der die Rotationsachsen für die 3-Achs-Bearbeitung in bestimmten Winkeln fixiert werden. Diese Verfahren reduzieren die Rüstzeiten um 651 µT, erreichen eine Positioniergenauigkeit von ±0,005 mm und ermöglichen die Bearbeitung komplexer Geometrien in der Luft- und Raumfahrt, bei medizinischen Implantaten und in Werkzeugen für die Automobilindustrie.
Die 5-Achs-Bearbeitung stellt einen grundlegenden Fortschritt in der Präzisionsfertigung dar und ermöglicht es Herstellern, komplexe Geometrien zu bearbeiten, die mit herkömmlichen 3-Achs-Systemen nicht realisierbar sind. Das Verständnis der Unterschiede zwischen simultaner und indexierter Bearbeitung sowie die richtige Konfigurationswahl beeinflussen direkt die Produktionseffizienz, die Teilegenauigkeit und die Fertigungskosten. Dieser Leitfaden erläutert die technischen Grundlagen der 5-Achs-Bearbeitung, Konfigurationsoptionen und branchenspezifische Anwendungen, um Fertigungsingenieuren bei der Optimierung ihrer Mehrachsen-Bearbeitungsstrategien zu helfen.
Die operative Klassifizierung von 5-Achs-Bearbeitungssystemen lässt sich in zwei grundlegende Ansätze unterteilen, die jeweils spezifische Vorteile für bestimmte Fertigungsszenarien bieten. Die simultane 5-Achs-Bearbeitung, auch als kontinuierliche Konturbearbeitung bekannt, führt während des aktiven Zerspanungsprozesses eine koordinierte Bewegung entlang aller fünf Achsen aus. Diese kontinuierliche Bewegung ermöglicht es dem Schneidwerkzeug, optimale Kontaktwinkel über komplexe, gekrümmte Oberflächen hinweg beizubehalten und so die geometrischen Einschränkungen der 3-Achs-Bearbeitung zu überwinden.
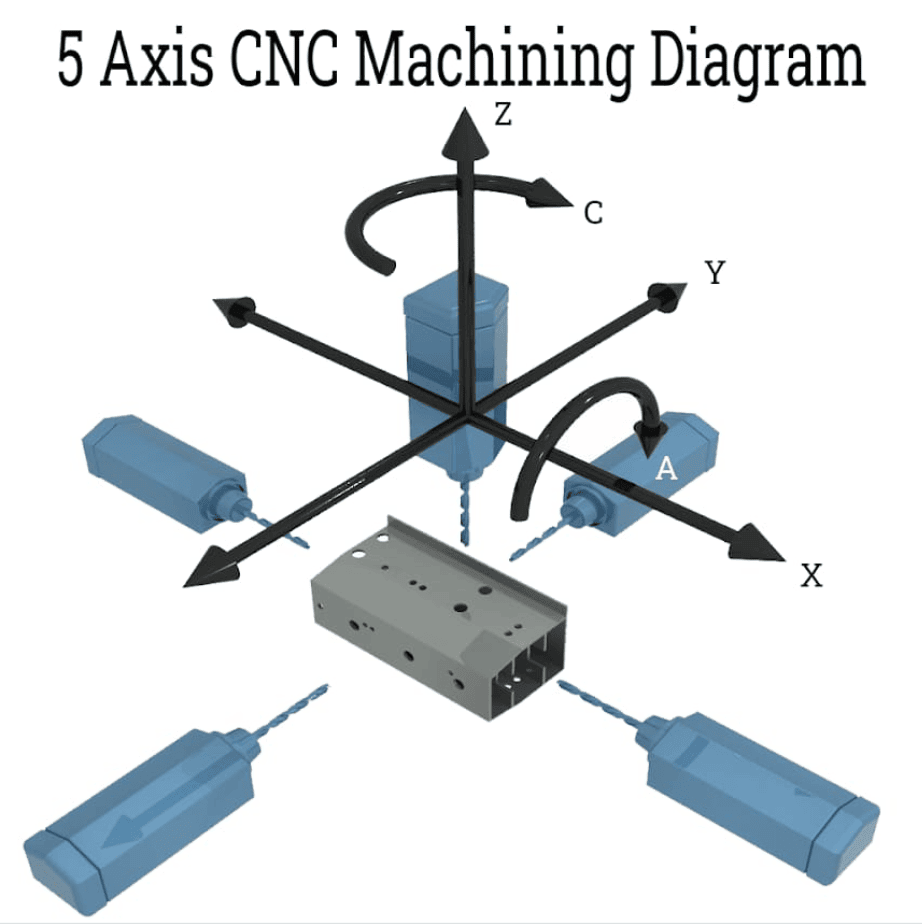
Die indexierte 5-Achs-Bearbeitung, auch 3+2-Positionierung genannt, arbeitet sequenziell. Die Drehachsen (typischerweise B und C) positionieren das Werkstück in vordefinierten Winkeln und fixieren es, während die drei Linearachsen die Standard-3-Achs-Bearbeitung durchführen. Dieses Verfahren bietet die Vorteile der geometrischen Zugänglichkeit durch Mehrachsenpositionierung und bewahrt gleichzeitig die Programmierfreundlichkeit und Stabilität der Bearbeitung mit fester Ausrichtung.
Der technische Unterschied zwischen diesen Verfahren zeigt sich in der Oberflächenqualität und der geometrischen Bearbeitbarkeit. Simultane Bearbeitungsvorgänge erzielen im Vergleich zur indexierten Positionierung etwa 401 TP3T glattere Oberflächen, insbesondere bei komplexen Kurvenflächen. Dies ist auf die kontinuierliche Werkzeugweganpassung zurückzuführen, die die durch diskrete Winkeländerungen entstehenden Übergänge eliminiert. Die indexierte Positionierung bietet jedoch eine höhere Genauigkeit bei planaren Merkmalen, da fixierte Rotationsachsen dynamische Positionierungsfehler verhindern, die bei der simultanen Mehrachseninterpolation auftreten können.
Die Wahl des Betriebsmodus hängt von drei Hauptfaktoren ab: der Komplexität der Bauteilgeometrie, den Anforderungen an die Oberflächengüte und dem Produktionsvolumen. Bauteile mit einer Oberflächenrauheit von Ra 0,4 µm auf geformten Oberflächen erfordern simultane Bearbeitungsvorgänge, während prismatische Teile mit mehreren planaren Flächen, die eine Oberflächenrauheit von Ra 0,8 µm erreichen, typischerweise von den kürzeren Programmierzeiten und der höheren Stabilität der indexierten Positionierung des 60% bei Schruppbearbeitungen mit hohem Materialabtrag profitieren.
Die simultane Fünf-Achs-Bearbeitung nutzt die Echtzeit-Werkzeugmittelpunktsteuerung (RTCP), ein Rechensystem, das die Werkzeugausrichtung kontinuierlich anpasst, um optimale Schnittwinkel während der gesamten Bearbeitung komplexer Konturen zu gewährleisten. RTCP-Algorithmen berechnen sofortige Positionskorrekturen über alle fünf Achsen und kompensieren so geometrische Wechselwirkungen zwischen linearen und rotatorischen Bewegungen, die andernfalls Maßfehler an den fertigen Teilen verursachen würden.
Die kontinuierliche Interpolation über alle Achsen hinweg eliminiert die sichtbaren Übergangskanten, die beim Wechsel zwischen Schnittrichtungen auftreten. Dieser nahtlose Übergang ist entscheidend für Anwendungen in der Luft- und Raumfahrt, wo die Kühlkanäle von Turbinenschaufeln eine ununterbrochene Oberflächenkontinuität erfordern, um Spannungskonzentrationen zu vermeiden. 5-Achs-CNC-Bearbeitungszentren für Bohrarbeiten Durch die Nutzung simultaner Arbeitsgänge können Bohrsequenzen mit komplexen Winkeln ausgeführt werden, wodurch Winkeltoleranzen von ±0,5° in Titanlegierungen ohne Zwischenpositionierung erreicht werden.
Die Anwendungsvorteile des simultanen Schneidens erstrecken sich auf hochwertige Fertigungssektoren:
Die OPMT Light 5X 60V-Implementierung demonstriert fortschrittliche simultane Schneidfähigkeiten durch AC-Achsen-Direktantriebsmotoren mit einer Positioniergenauigkeit von ±10 Bogensekunden. Diese Präzision, kombiniert mit Linearmotorantrieben auf der X-, Y- und Z-Achse, die Eilganggeschwindigkeiten von 30 m/min ermöglichen, reduziert die Zykluszeit um mehr als 661 TP3T für Stufenfräser in der Automobilindustrie im Vergleich zu konventionellen EDM-Bearbeitungsverfahren. Die Femtosekundenlaserintegration des Systems erweitert die simultanen 5-Achs-Bearbeitungen auf Femtosekunde Bearbeitung von PCD- und CBN-Superhartmaterialien mit einer Maßgenauigkeit von 0,003 mm bei gleichzeitiger Vermeidung der bei der Funkenerosion üblichen thermischen Schädigungszonen.
Die indexierte 5-Achs-Positionierung arbeitet mit diskreter Winkelpositionierung und fixierten Drehachsen während der Zerspanung. Sie kombiniert die mehrachsige Geometriebearbeitung mit der Stabilität einer 3-Achs-Bearbeitung. Das Funktionsprinzip unterteilt die Bearbeitungssequenzen in Rüst- und Zerspanungsphasen. Die Drehachsen bewegen sich zwischen den Arbeitsgängen, bleiben aber während des Materialabtrags stationär.
Der Einrichtungsprozess folgt einer systematischen Abfolge:
Die Genauigkeitsvorteile der indexierten Positionierung beruhen auf der Stabilität der fixierten Achsen, wodurch die dynamischen Positionierungsfehler vermieden werden, die bei der simultanen Mehrachseninterpolation auftreten. Da die Rotationsachsen fixiert bleiben, können Schnittkräfte keine Winkelverschiebungen verursachen. Dadurch wird sichergestellt, dass ebene Merkmale Ebenheitstoleranzen von unter 0,01 mm auf Flächen mit einem Durchmesser von bis zu 500 mm aufweisen. Diese Stabilität ist unerlässlich für Strukturbauteile in der Luft- und Raumfahrt, die präzise Lochmuster auf Flächen mit komplexen Winkeln erfordern.
Die Programmiereffizienz stellt einen bedeutenden operativen Vorteil dar: Indexierte Operationen reduzieren die Programmentwicklungszeit im Vergleich zu simultanen Werkzeugwegen um ca. 60%. Standardmäßige 2,5D-Programmiertechniken lassen sich auf jede indexierte Position anwenden, sodass Hersteller ihr vorhandenes 3-Achs-CAM-Wissen nutzen können, ohne in komplexe Schulungen zur simultanen 5-Achs-Programmierung investieren zu müssen. Diese Zugänglichkeit macht die indexierte Positionierung optimal für die Serienfertigung von mehr als 500 Einheiten, da sich die anfänglichen Programmierkosten über die großen Produktionsläufe amortisieren.
Ideale Anwendungsgebiete für die 3+2-Bearbeitung sind prismatische Bauteile mit mehreren planaren Flächen, die präzise Rechtwinkligkeit erfordern, wie z. B. Hydraulikverteilerblöcke mit quergebohrten Kanälen, Getriebegehäuse, die eine Bohrungsbearbeitung unter komplexen Winkeln erfordern, und Formbasen mit abgewinkelten Montageflächen. 5-Achs-Diamantdrehen Bei den in der Präzisionsoptikfertigung eingesetzten Verfahren wird häufig die Indexpositionierung genutzt, um die geometrische Genauigkeit auf flachen, diamantgedrehten Oberflächen zu gewährleisten.
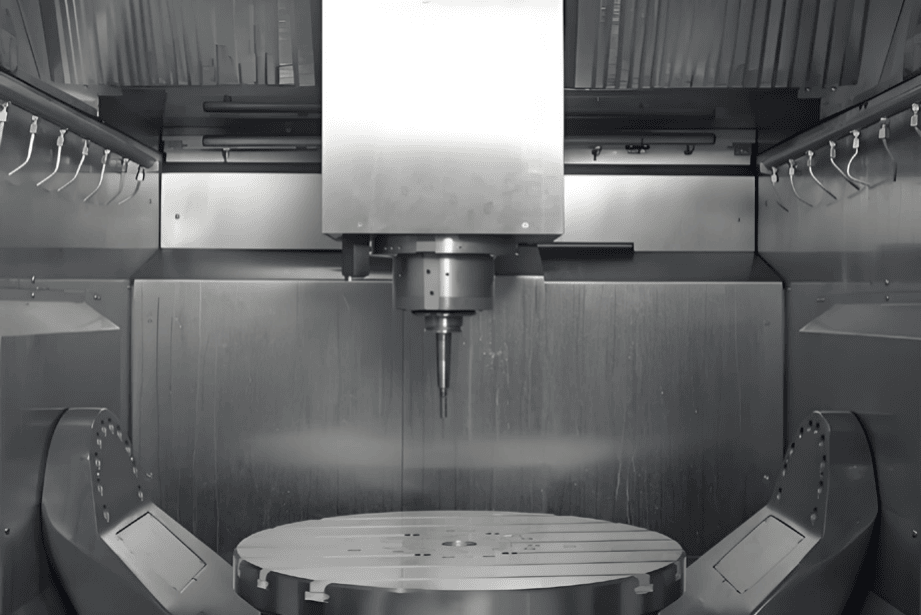
Die physische Maschinenkonfiguration hat grundlegenden Einfluss auf die Betriebsfähigkeit, die Arbeitsraumkapazität und die erreichbare Genauigkeit. Die beiden wichtigsten Architekturansätze – Schwenktisch- und Drehkopfkonstruktionen – bieten sich ergänzende Vorteile für unterschiedliche Fertigungsanforderungen.
| Konfigurationstyp | Rotationsachsen | Hauptvorteile | Optimale Anwendungen | Typische Genauigkeit |
|---|---|---|---|---|
| Zapfentabelle | A-Achse (Tischneigung) + C-Achse (Rotation) | Feste Spindelsteifigkeit, hohe Werkstückkapazität (über 300 kg), thermische Stabilität | Große Luft- und Raumfahrtkomponenten, Getriebegehäuse für Kraftfahrzeuge, schwere Formen | ±0,005 mm linear, ±10″ rotatorisch |
| Schwenkkopf | A-Achse (Kopfneigung) + B-Achse (Kopfdrehung) | Vereinfachte Vorrichtung, erweiterter Z-Achsen-Bereich, kompakte Stellfläche | Medizinische Implantate, Herstellung von Schneidwerkzeugen, Präzisionsformen | ±0,003 mm linear, ±5″ rotatorisch |
| Vertikale Ausrichtung | Verschiedene (B+C häufig) | Schwerkraftunterstützte Späneabfuhr, Bedienerzugänglichkeit, Spezialisierung auf Kleinteile | Elektronische Bauteile, Schneidwerkzeugeinsätze, Werkzeuge für die Schmuckherstellung | ±0,003 mm linear, ±5″ rotatorisch |
| Horizontale Ausrichtung | Verschiedene (A+C häufig) | Erhöhtes Arbeitsvolumen, Kompatibilität mit Doppelpaletten-Automatisierung, hohe Schnittstabilität | Automobilmotorblöcke, große Strukturbauteile, Serienbearbeitung | ±0,005 mm linear, ±10″ rotatorisch |
Die Schwenktischkonstruktion positioniert die Drehfunktion innerhalb der Arbeitstischbaugruppe. Eine A-Achse ermöglicht die Neigungsbewegung, während eine C-Achse die volle Drehung erlaubt. Die feste vertikale Spindelkonfiguration sorgt für außergewöhnliche Steifigkeit, da die Schnittkräfte ohne Winkelabweichung direkt über die statische Spindelstruktur übertragen werden. Diese Bauweise eignet sich hervorragend für Anwendungen, die hohe Zerspanungsleistungen erfordern oder die Bearbeitung großer Bauteile, deren Werkstückmasse (bis zu 300 kg) die praktischen Grenzen von beweglichen Spindelköpfen übersteigt.
Schwenkkopfkonfigurationen montieren den schwenkbaren Spindelkopf auf den Drehachsen A und B, wodurch der Arbeitstisch während des gesamten Bearbeitungsprozesses stationär bleibt. Diese Anordnung vereinfacht die Spannvorrichtungskonstruktion, da die Werkstückspannsysteme keine Rotationskompatibilität erfordern. Die kompakte Bauweise – wie beispielsweise bei den vertikalen 5-Achs-Systemen von OPMT mit einer Stellfläche von nur 2,3 m × 1,8 m – macht Schwenkkopfkonstruktionen ideal für Produktionsstätten mit begrenzter Produktionsfläche.
Die Wahl zwischen vertikaler und horizontaler Ausrichtung hängt primär von den Werkstückeigenschaften und den Produktionsanforderungen ab. Vertikale 5-Achs-Systeme, wie beispielsweise die OPMT 563V-Konfiguration, optimieren den Späneabtransport durch Schwerkraftunterstützung und verhindern so Späneansammlungen in den Schnittzonen bei der Bearbeitung kleiner Teile (maximal 200 mm Durchmesser). Horizontale Ausrichtungen vergrößern das zugängliche Arbeitsvolumen und ermöglichen die Bearbeitung von Werkstücken bis zu 800 mm Länge bei gleichzeitiger Kompatibilität mit Doppelpaletten-Automatisierungssystemen für die mannlose Fertigung.
Die Auswahlkriterien für die Maschinenkonfiguration gehen über die geometrische Kapazität hinaus und umfassen Drehmomentanforderungen, Wärmemanagement und die Integration mit Peripheriesystemen. Die Fertigung von Schneidwerkzeugen für Hartmetall- und PKD-Werkstoffe profitiert von kompakten vertikalen Konfigurationen mit Hochgeschwindigkeitsspindeln (über 15.000 U/min), während die Bearbeitung von Strukturbauteilen für die Luft- und Raumfahrt horizontale Systeme erfordert, die ein Spindeldrehmoment von über 200 Nm bei niedriger Drehzahl für die Titanbearbeitung bereitstellen.
Branchenspezifische 5-Achs-Bearbeitungen demonstrieren die Auswirkungen der Technologie auf hochpräzise Fertigungssektoren, die jeweils einzigartige technische Anforderungen und Leistungsstandards mit sich bringen.
Beim Bohren in der Luft- und Raumfahrt werden simultane 5-Achs-Bearbeitungsprozesse genutzt, um Kühlkanäle mit komplexen Winkeln in Titan-Turbinenschaufeln zu fertigen. Diese internen Kanäle folgen komplexen dreidimensionalen Pfaden, die auf maximale Wärmeübertragungseffizienz ausgelegt sind. Dies erfordert Bohrvorgänge mit einer Winkeltoleranz von ±0,5° und einer Positioniergenauigkeit von 0,05 mm in Tiefen von über 100 mm. Die kontinuierliche Achseninterpolation verhindert geometrische Diskontinuitäten, die die Kühlleistung beeinträchtigen und Spannungskonzentrationen erzeugen würden, die zu vorzeitigem Bauteilversagen führen könnten. Moderne Systeme integrieren eine Echtzeit-Prozessüberwachung, um Werkzeugdurchbiegungen zu erkennen und die für die Luft- und Raumfahrt typische Rückfederung von Titanlegierungen automatisch zu kompensieren.
In der Medizintechnik werden 5-Achs-Bearbeitungen für das Mikrobohren von Keramikimplantaten mit extremen Tiefen-Breiten-Verhältnissen von bis zu 100:1 eingesetzt. Femurschäfte von Hüftimplantaten benötigen Drainagekanäle mit einem Durchmesser von 0,5 mm, die sich 50 mm durch dichte Aluminiumoxid- oder Zirkonoxidkeramik erstrecken. Herkömmliche mechanische Bohrverfahren erzeugen Mikrorisse, die sich während der Nutzungsdauer des Implantats ausbreiten. Femtosekundenlaser-5-Achsen-Systeme Durch ultrakurze Pulsdauern, die eine Wärmediffusion in das umgebende Material verhindern, wird eine rissfreie Abtragung erreicht. Die Micro3D L570V-Konfiguration von OPMT bietet diese Möglichkeiten mit einer Positioniergenauigkeit von 0,003 mm über ihren 5-achsigen Arbeitsbereich.
Die Fertigung von Schneidwerkzeugen für die Automobilindustrie ist eine Anwendung mit hohem Durchsatz, die höchste Wiederholgenauigkeit erfordert. Die Bearbeitung von PKD- und CBN-Fräsern erreicht eine Maßgenauigkeit von 0,003 mm mit einer Toleranzstabilität von unter 0,001 mm über Produktionslose von mehr als 10.000 Stück. Die OPMT Light 5X-Serie demonstriert diese Leistungsfähigkeit durch integrierte Laserbearbeitung, die das konventionelle Schleifen ersetzt und die Zykluszeiten von 45 Minuten pro Fräser (EDM-Verfahren) auf 15 Minuten (Laserverfahren) reduziert, während gleichzeitig die Schneidkantenkonsistenz verbessert wird. Diese Zykluszeitreduzierung des 66% wirkt sich direkt auf die Wirtschaftlichkeit der Fertigung von Automobilwerkzeugen in großen Stückzahlen aus.
Die Präzisionsbearbeitung von Schneidwerkzeugen erweitert die Möglichkeiten der 5-Achs-Bearbeitung auf die Herstellung interner Merkmale, insbesondere auf Kühlmittelkanäle mit Durchmessern von 0,5–2 mm und Geradheitstoleranzen von 0,05 mm über eine Tiefe von 50 mm. Diese durch das Werkzeug hindurchgehenden Kühlmittelsysteme erfordern eine kontinuierliche 5-Achs-Interpolation, um spiralförmigen Bahnen zu folgen und so die Kühlmittelzufuhr zur Werkzeug-Werkstück-Kontaktfläche zu optimieren. Die Herausforderung verstärkt sich bei der Bearbeitung von Hartmetallsubstraten mit Härtewerten über 1500 HV, da das mechanische Bohren hier zu oberflächennahen Schäden führt, die die Werkzeugstandzeit beeinträchtigen.
Die OPMT-Hybrid-Laser-CNC-Integration ermöglicht die Kaltbearbeitung von superharten Werkstoffen in 5-Achs-Konfigurationen. Dabei wird Femtosekunden-Laserablation für die Schruppbearbeitung mit mechanischer Feinbearbeitung für die Feintoleranzen kombiniert. Dieser Hybridansatz bearbeitet Werkstoffe, die bisher mit konventionellen Methoden als nicht zerspanbar galten, darunter CVD-Diamantrohlinge und polykristalline kubische Bornitrid-Schneideinsätze. Die ultraschnelle Laserpulsdauer (100 Femtosekunden) verhindert thermische Schädigungszonen, während die 5-Achs-Bewegungssteuerung die Maßgenauigkeit auch bei komplexen Geometrien gewährleistet. Industrielasermaschinen bietet schlüsselfertige Lösungen, die mechanische und Laserbearbeitungsfähigkeiten in einheitlichen Arbeitsbereichen kombinieren.
5-Achs-Bearbeitungsprozesse revolutionieren die Präzisionsfertigung durch simultane und indexierte Positioniermodi, die jeweils für spezifische geometrische Anforderungen und Produktionsszenarien optimiert sind. Für eine erfolgreiche Implementierung ist es erforderlich, den Betriebsmodus – simultan für Freiformflächen, indexiert für ebene Merkmale – mit der entsprechenden Maschinenkonfiguration abzustimmen, basierend auf den Werkstückeigenschaften und Genauigkeitsvorgaben. In der Luft- und Raumfahrt, der Medizintechnik und der Automobilindustrie lassen sich messbare Leistungssteigerungen erzielen, darunter eine Reduzierung der Rüstzeiten (65%), eine Positioniergenauigkeit im Submikrometerbereich und Zykluszeitverbesserungen, die die des 60% im Vergleich zur konventionellen 3-Achs-Bearbeitung mit mehreren Aufspannungen übertreffen.
Fertigungsingenieure, die 5-Achs-Strategien implementieren, sollten drei Maßnahmen priorisieren: die Komplexität der Bauteilgeometrie bewerten, um die Anforderungen für simultane oder indexierte Bearbeitung zu bestimmen; die Kompatibilität der Maschinenkonfiguration mit den Werkstückgrößen- und -gewichtsparametern prüfen; und Prozessüberwachungssysteme integrieren, um die engen Toleranzen dieser Bearbeitungsvorgänge zu gewährleisten. Ausführliche Hinweise zur Auswahl und Implementierung von 5-Achs-Systemen finden Sie in spezialisierten Fachliteratur. Lasertechnologie im Vergleich zu herkömmlichen Methoden um die Vorteile der Hybridverarbeitung in modernen Mehrachsenplattformen zu verstehen.
Die kontinuierliche Weiterentwicklung von 5-Achs-Bearbeitungssystemen, insbesondere durch die Integration von Laser- und CNC-Technik für die Bearbeitung extrem harter Materialien, erweitert die Fertigungsmöglichkeiten auf bisher unzugängliche Anwendungsbereiche. Unternehmen, die in diese fortschrittlichen Mehrachsensysteme investieren, sichern sich die Chance, hochwertige Produktionsaufträge zu nutzen, die die geometrische Freiheit und Präzision erfordern, welche den Wettbewerbsvorteil in der Luft- und Raumfahrt, der Medizintechnik und im Präzisionswerkzeugbau ausmachen.
Haftungsausschluss
Dieser Inhalt wurde von OPMT Laser auf Grundlage öffentlich verfügbarer Informationen zusammengestellt und dient ausschließlich zu Referenzzwecken. Die Erwähnung von Marken und Produkten Dritter dient dem objektiven Vergleich und stellt keine kommerzielle Verbindung oder Billigung dar.

Entdecken Sie die Welt der CNC-Bearbeitung, indem wir 3-Achsen- und 5-Achsen-Technologien vergleichen. Von einfachen Vorgängen bis hin zu komplexen Geometrien – finden Sie heraus, welche Maschine Ihren Fertigungsanforderungen im Jahr 2025 entspricht.

Entdecken Sie OPMTs bewährten 5-Phasen-ODM-Prozess für kundenspezifische Lasersysteme. ISO-zertifizierte Fertigung, Präzision ±0,003 mm, IP-Schutz. Senden Sie uns noch heute Ihre Projektanforderungen.

Suchen Sie nach den besten Anbietern für 5-Achsen-CNC-Bearbeitungszentren? In unserer Top-10-Liste finden Sie Expertenwissen und die perfekte Lösung für Ihre Anforderungen!

Entdecken Sie die 10 besten Laser-Metallschneidmaschinen des Jahres 2025, darunter Branchenführer wie Trumpf, Bystronic und OPMT Laser. Vergleichen Sie Spitzentechnologie, Präzision und Effizienz, um die perfekte Lösung für Ihre Fertigungsanforderungen zu finden.
Bitte geben Sie Ihre Kontaktinformationen ein, um das PDF herunterzuladen.