Vereinbaren Sie einen Besuch
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Egal ob Sie eine allgemeine Beratung oder spezifische Unterstützung benötigen, wir helfen Ihnen gerne weiter.
Kurz gesagt: 5-Achs-Laserschneidanlagen kombinieren drei Linearachsen (X, Y, Z) mit zwei Rotationsachsen (A, B) zur Bearbeitung von Materialien aus nahezu jedem Winkel. Diese Mehrachsenkonfiguration ermöglicht es Herstellern, komplexe 3D-Geometrien zu schneiden, extrem harte Materialien wie PKD und Keramik zu bearbeiten und Positioniergenauigkeiten von ±0,005 mm ohne mehrere Aufspannungen zu erreichen – was im Vergleich zu herkömmlichen Verfahren zu deutlich kürzeren Zykluszeiten führt.
5-Achs-Lasermaschinen vereinen fortschrittliche Bewegungssteuerung und ultraschnelle Laserbearbeitungstechnologie und ermöglichen Herstellern die Bearbeitung komplexer Geometrien, die zuvor unmöglich oder wirtschaftlich nicht realisierbar waren. Da die globale Industrie immer engere Toleranzen und komplexere Bauteilkonstruktionen fordert – insbesondere bei Turbinenschaufeln für die Luft- und Raumfahrt, medizinischen Implantaten und Werkzeugen für Elektrofahrzeugantriebe –, treten die Grenzen herkömmlicher 3-Achs-Lasersysteme immer deutlicher zutage. Dieser umfassende Leitfaden untersucht die technische Architektur, Wettbewerbsvorteile, industrielle Anwendungen und Auswahlkriterien für 5-Achs-Lasermaschinen. 5-Achs-Laserschneidanlage, wodurch Entscheidungsträgern im Fertigungssektor umsetzbare Informationen für Investitionen in Produktionsanlagen bereitgestellt werden.
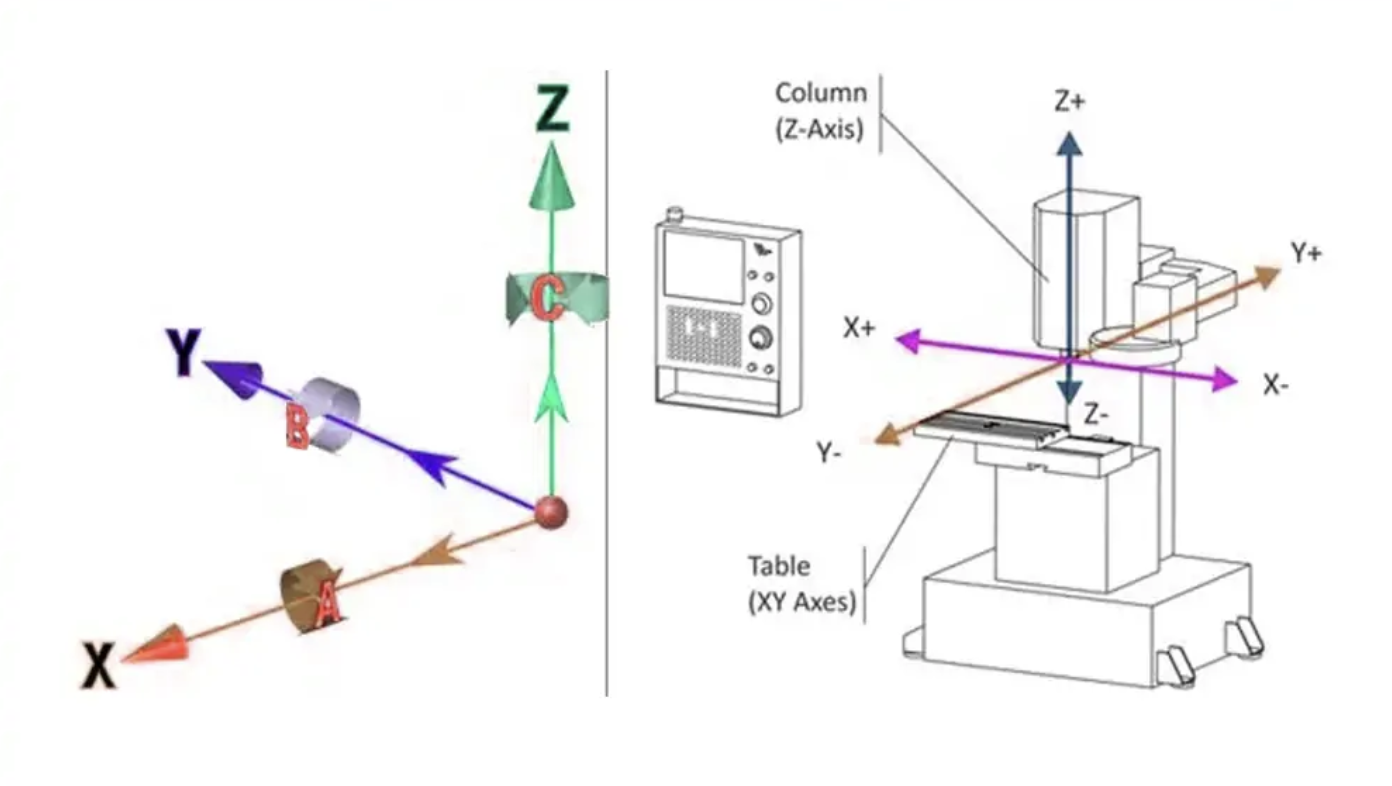
Ein 5-Achs-Laserschneider integriert drei orthogonale Linearachsen (X, Y und Z) mit zwei unabhängigen Rotationsachsen – typischerweise als B-Achse (Neigung) und C-Achse (Rotation) bezeichnet – um bei der Materialbearbeitung vollständige geometrische Freiheit zu gewährleisten. Diese kinematische Konfiguration ermöglicht es dem Laserfokuspunkt, Werkstücke aus nahezu unbegrenzten Winkeln zu treffen und dabei eine optimale Strahlsenkrechtigkeit zur Schnittfläche beizubehalten.
Die technische Architektur des modernen 5-Achs-Lasermaschinen Die Translationsachsen werden mit Linearmotoren betrieben, die schnelle Verfahrgeschwindigkeiten von bis zu 30 m/min und Beschleunigungen von bis zu 2,5 g ermöglichen. Die Rotationsachsen nutzen hochpräzise Drehmomentmotoren, die eine Winkelpositioniergenauigkeit von 5–10 Bogensekunden gewährleisten. Dies ist entscheidend für die Aufrechterhaltung der Strahlausrichtung bei simultaner Mehrachseninterpolation. Vollständig geschlossene Gitterskalen-Erkennungssysteme überwachen kontinuierlich die Ist-Position im Vergleich zur Soll-Position und kompensieren thermische Ausdehnung, mechanische Durchbiegung und Servoverzögerung in Echtzeit.
Zu den wichtigsten technologischen Komponenten gehören Lasergalvanometersysteme mit einer Positioniergenauigkeit von unter 2 µrad, die eine präzise Strahlführung sowohl für Schneid- als auch für Drehbohranwendungen ermöglichen. Fortschrittliche CNC-Plattformen – wie NUM Flexium+ oder proprietäre Systeme – werden ebenfalls eingesetzt. OPMT Die Steuerungssysteme implementieren Echtzeit-Werkzeugmittelpunkt-Algorithmen (RTCP), die die momentanen Achsenpositionen berechnen, um die Brennpunktlage unabhängig von der Ausrichtung der B- und C-Achse konstant zu halten. Diese Rechenleistung macht komplexe Nachbearbeitungsprogrammierung überflüssig und reduziert die Rüstzeit im Vergleich zu herkömmlichen CAM-Workflows um 40–60 Pfund pro Sekunde.
Das modulare Strahlengangdesign umfasst CCD-Positionierkameras und hochpräzise Messtaster, die Werkstückbezugspunkte und Werkzeugkorrekturen automatisch erfassen. Diese Sensorintegration ermöglicht einen mannarmen Betrieb mit automatischer Fehlerkorrektur, was insbesondere in Produktionsumgebungen mit hoher Produktvielfalt und geringen Stückzahlen von Vorteil ist, wo häufige Teilewechsel andernfalls einen erheblichen Rüstaufwand verursachen würden.
Die Präzisionsfähigkeiten erstrecken sich auf eine Positioniergenauigkeit von ±0,005 mm über alle linearen Achsen, mit einer Wiederholgenauigkeit von ±0,003 mm – Spezifikationen, die eine konsistente Bearbeitung von ultraharten Materialien wie polykristallinem Diamant (PCD), kubischem Bornitrid (CBN), Hochleistungskeramiken und Hartmetallverbundwerkstoffen ermöglichen. Femtosekundenlaser Systeme, die mit Impulsbreiten unter 500 Femtosekunden arbeiten, minimieren die Wärmeeinflusszonen auf weniger als 50 µm und erhalten so die Materialeigenschaften in wärmeempfindlichen Anwendungen.
Die betrieblichen und wirtschaftlichen Vorteile des 5-Achs-Laserschneidens gegenüber herkömmlichen 3-Achs-Konfigurationen zeigen sich in sechs kritischen Leistungsdimensionen:
| Leistungsmetrik | 3-Achsen-Lasersysteme | 5-Achsen-Lasersysteme | Verbesserung |
|---|---|---|---|
| Einrichtungsvoraussetzungen | Mehrere Vorrichtungen und Umpositionierungsvorgänge | Komplette Verarbeitung mit einer einzigen Aufspannung | Reduzierung der Rüstzeit 60-75% |
| Geometrische Fähigkeiten | Beschränkt auf 2,5D-Profile und ebene Oberflächen | Vollständige 3D-Konturen, Hinterschneidungen und nicht-planare Strukturen | Unbegrenzter Winkelzugriff |
| Zykluszeit (komplexe Teile) | 120-180 Minuten (Automobilwerkzeuge) | 40-60 Minuten (gleiche Komponente) | 66-200% schnellerer Durchsatz |
| Energieaufnahme | 8,0 kWh pro Teil (EDM-Äquivalent) | 4,5 kWh pro Teil (ultraschneller Laser) | 44% Energieeinsparungen |
| Betriebskosten | $4.190/Monat (einschließlich Verbrauchsmaterialien) | $1.956/Monat (kein Elektrodenverschleiß) | 53% Kostensenkung |
| Oberflächenfinish | Ra 0,8–1,2 µm (erfordert Nachbearbeitungen) | Ra 0,4-0,6 µm (Einzelpass-Abschluss) | 40% Rauheitsverbesserung |
Die Reduzierung der Rüstzeiten ist der unmittelbarste operative Vorteil. Herkömmliche 3-Achs-Lasersysteme erfordern mehrere Umpositionierungen der Vorrichtung, um verschiedene Werkstückflächen zu bearbeiten. Jede Umpositionierung führt zu kumulativen geometrischen Fehlern und beansprucht 15–30 Minuten pro Aufspannung. Fünf-Achs-Konfigurationen bearbeiten komplexe Werkstücke – wie z. B. PKD-Bodenfräser mit Zähnen, Flanken und Freiflächen – in einem einzigen Spannvorgang. Dadurch werden Fehlerstapelungen vermieden und die Bearbeitungszeit um 60–75 µP/3T reduziert.
Die geometrischen Möglichkeiten erweitern sich durch die Integration einer Rotationsachse erheblich. Während 3-Achs-Systeme hervorragend zum Schneiden ebener Bleche und einfacher Profile geeignet sind, können sie ohne spezielle Vorrichtungen keine tiefen Konturen, Hinterschneidungen oder kontinuierlich variierende Oberflächengeometrien bearbeiten. Fünf-Achs-Maschinen bearbeiten Kühlkanäle für Turbinenschaufeln, Gewinde für medizinische Implantatschrauben und Spanbrecher für Schneidwerkzeuge, die mit einer rein triaxialen Bewegung geometrisch unmöglich wären.
Die Zykluszeitverbesserungen des 66-200% wurden für komplexe Anwendungen im Automobilwerkzeugbau dokumentiert. Herkömmliche EDM-Verfahren, die 120–180 Minuten pro Bauteil benötigen, werden durch kontinuierliches, mehrachsiges Laserbearbeiten auf 40–60 Minuten reduziert. Dieser Durchsatzvorteil verstärkt sich in der Serienfertigung und führt zu einer Amortisationszeit von 18–24 Monaten im Vergleich zu konventionellen Technologien.
Die Energieeffizienzgewinne ergeben sich aus dem Wegfall von Verbrauchsmaterialien für die Wärmebehandlung. Femtosekundenlasersysteme verbrauchen 441T3T weniger Energie als vergleichbare EDM- oder Schleifprozesse, ohne dass Elektrodenherstellung, Dielektrikummanagement oder das Abrichten von Schleifscheiben erforderlich sind. Die monatlichen Betriebskosten sinken von 1T4T4.190 auf 1T4T1.956 beim Übergang von konventionellen zu 5-Achs-Laserfertigungssysteme.
Die Qualitätsverbesserung zeigt sich in der optimalen Einhaltung des Schnittwinkels. Durch die kontinuierliche Anpassung der B- und C-Achse, um den Laserstrahl senkrecht zu den momentanen Schnittvektoren zu halten, minimieren Fünf-Achs-Systeme die Verjüngung, reduzieren die Schnittfugenbreitenabweichung und erzielen glattere Oberflächen als Systeme mit festem Winkel.
Die 5-Achs-Lasermaschinentechnologie hat sich in sechs Industriesektoren, die die Fertigung von hochpräzisen Bauteilen erfordern, weit verbreitet:
Automobilfertigung: Stufenfräser, Werkzeuge mit gelöteter Spitze und Mikro-Schneidwerkzeuge für Antriebskomponenten von Elektrofahrzeugen stellen das größte Anwendungssegment dar. Fünfachsige Lasersysteme bearbeiten PKD-bestückte Schneidwerkzeuge zur Bearbeitung von Aluminium-Batteriegehäusen und Motorgehäusen, wo herkömmliches Schleifen zu starker Hitzeentwicklung und einer Beeinträchtigung der Diamant-Hartmetall-Lötverbindungen führen würde. Komplexe Konturwerkzeuge für Instrumententafelformen und Innenausstattungsformen nutzen die Mehrachs-Fähigkeit, um Entformungsschrägen und Hinterschneidungen in einem Arbeitsgang zu bearbeiten.

Luft- und Raumfahrttechnik: Die Fertigung von Turbinenschaufeln stellt den Anwendungsbereich 40% der Laserbearbeitung in der Luft- und Raumfahrt dar. Fünf-Achs-Systeme bearbeiten Schaufeln aus einkristallinen Superlegierungen mit internen Kühlkanälen, Filmkühlungsbohrungen (0,3–1,0 mm Durchmesser) und Hinterkantengeometrie – alles Merkmale, die nicht-orthogonale Strahlanstellwinkel erfordern, welche mit Drei-Achs-Konfigurationen nicht realisierbar sind. Weitere Anwendungsbereiche in der Luft- und Raumfahrt sind das Bohren von Flügelholmen für Flugzeugstrukturen aus Verbundwerkstoffen, die Oberflächenbearbeitung von Fahrwerkskomponenten und das Präzisionsschneiden von Triebwerkshalterungen. Anforderungen an die Spannungsfestigkeit – bei denen die Eigenspannung unter 50 MPa bleiben muss, um die Entstehung von Ermüdungsrissen zu verhindern – erfordern Femtosekunden-Pulsbreiten, die nur Fünf-Achs-Plattformen liefern können.
Medizinprodukteherstellung: Die Fertigung von LASIK-Instrumenten, die Herstellung von kardiovaskulären Stents, die Texturierung orthopädischer Implantate und die Produktion von Zahnprothesen nutzen die Fünf-Achs-Bearbeitung zur Verarbeitung biokompatibler Materialien wie Titanlegierungen, Kobalt-Chrom und medizinischer Keramik. Anforderungen an die Wärmeeinflusszone von unter 50 µm verhindern metallurgische Veränderungen, die unerwünschte biologische Reaktionen auslösen könnten. Komplexe Geometrien wie Fusionsfenster für Wirbelsäulenimplantate, Konusverbindungen von Hüftimplantaten und Herzklappenprofile erfordern eine kontinuierliche Fünf-Achs-Interpolation, um Maßtoleranzen von ±10 µm über komplexe, gekrümmte Oberflächen hinweg einzuhalten.
3C Electronics: Präzisionsschneiden von mehrlagigen Leiterplatten, Bearbeitung von Smartphone-Gehäusen, Herstellung von Kameramodulgehäusen und Produktion von Komponenten für fortschrittliche Displaytechnologien nutzen Fünf-Achs-Lasersysteme zur Bearbeitung spröder Materialien wie Saphir, Gorillaglas und Siliziumkarbid ohne Entstehung von Mikrorissen. Die Möglichkeit, den Laserstrahl zu neigen, reduziert Kantenausbrüche um 60–801 TP3T im Vergleich zu rein vertikalen Schneidverfahren.
Schneidwerkzeugindustrie: PKD-Bodenfräser, CBN-Schleifscheibenprofilierung, Hartmetall-Wendeschneidplattengeometrien und die Herstellung von Holzsägeblättern sind typische Beispiele für Fünf-Achs-Laseranwendungen. Die Bearbeitung ultraharter Materialien mit Härtewerten über 70 HRC erfordert Femtosekunden-Pulsdauern und eine mehrachsige Bewegung, um eine optimale Abtragsleistung bei gleichzeitiger Minimierung thermischer Schäden am Substratmaterial zu gewährleisten.
Die Materialkompatibilität umfasst ultraharte Werkstoffe (PCD, CBN), Hochleistungskeramiken (Siliziumnitrid, Aluminiumoxid, Zirkonoxid), hochfeste Legierungen (Inconel, Titan-Aluminium-Vanadium), Verbundwerkstoffe (kohlenstofffaserverstärkte Polymere) und dünnwandige Metallteile, bei denen eine Wandstärke von unter 0,5 mm ohne thermische Verformung eingehalten werden muss.
Fertigungsingenieure bewerten 5-Achs-Laserschneidmaschinen Sieben kritische Spezifikationskategorien sollten bewertet werden:
| Spezifikationskategorie | Einstiegssysteme | Produktionssysteme | Premium-Systeme |
|---|---|---|---|
| X-Achsen-Verfahrweg | 250-400 mm | 400-600 mm | 600-800 mm |
| Y-Achsen-Verschiebung | 200-250 mm | 250-350 mm | 350-500 mm |
| Z-Achsen-Verfahrweg | 200-300 mm | 300-400 mm | 400-600 mm |
| B-Achsen-Bereich | -30° bis +90° | -110° bis +120° | ±120° kontinuierlich |
| C-Achsen-Rotation | 360° indexiert | 360° kontinuierlich | Unbegrenzte, kontinuierliche |
| Positioniergenauigkeit (linear) | ±0,008 mm | ±0,005 mm | ±0,003 mm |
| Winkelpositionierung | ±10 Bogensekunden | ±5 Bogensekunden | ±2 Bogensekunden |
| Eilganggeschwindigkeit | 20 m/min | 30 m/min | 40 m/min |
| Laserleistungsbereich | 50-200 W | 100-500 W | 500-1000W+ |
| Werkstückladekapazität | 10-50 kg | 50-200 kg | 200-500 kg |
Die Achsenkonfiguration beeinflusst direkt den zugänglichen Arbeitsbereich und die geometrische Flexibilität. Der Verfahrweg der X-Achse von 400–600 mm ermöglicht Standard-Schneidwerkzeugdurchmesser bis zu 200 mm, während der Verfahrweg der Y-Achse von 250 mm ausreichend Freiraum für die Schwenkachse bietet. Der Verfahrweg der Z-Achse von 300–400 mm ermöglicht die Bearbeitung tiefer Kavitäten ohne Kollisionsrisiko. Schwenkwinkel der B-Achse von ±110° bis +120° ermöglichen einen nahezu vollständigen halbkugelförmigen Zugang, der für die Bearbeitung konischer Werkzeugformen und Turbinenschaufelprofile entscheidend ist. Die kontinuierliche 360°-Drehung der C-Achse ermöglicht die spiralförmige Interpolation für das Gewindeschneiden und die Bearbeitung von Spiralnuten.
Die Laserparameter bestimmen die Materialbearbeitungsfähigkeit und den Durchsatz. Die Wahl der Pulsdauer – Femtosekunden (10–500 fs), Pikosekunden (1–50 ps) oder Nanosekunden (1–100 ns) – beeinflusst die Abmessungen der Wärmeeinflusszone und die Abtragsmechanismen. Femtosekundensysteme minimieren thermische Schäden bei ultraharten Materialien und Medizinprodukten, während Nanosekundenpulse höhere Abtragsraten für die Serienfertigung ermöglichen. Leistungsbereiche von 100–500 W bieten ein ausgewogenes Verhältnis zwischen Präzision und Produktivität. Höhere Leistungen ermöglichen zwar schnellere Schnittgeschwindigkeiten, erfordern aber ein ausgefeilteres Wärmemanagement. Die Wellenlängenkompatibilität (1064 nm Infrarot, 532 nm Grün, 355 nm UV) erweitert die Vielseitigkeit der Materialbearbeitung, insbesondere für transparente Materialien und Polymerverbundwerkstoffe.
Genauigkeitskennzahlen definieren die Maßgenauigkeit. Eine Positioniergenauigkeit von ±0,005 mm stellt die maximale Abweichung von der Sollposition dar und beeinflusst direkt die Toleranz des Fertigteils. Eine Wiederholgenauigkeit von ±0,003 mm bestimmt die Prozesskonsistenz über verschiedene Produktionschargen hinweg. Eine Winkelpositioniergenauigkeit von 5–10 Bogensekunden entspricht einem Positionsfehler von ±25–50 µm bei einem Radius von 100 mm – ein entscheidender Faktor für die Geometrie des Schneidwerkzeugs, da sich Winkelfehler zu signifikanten Maßabweichungen summieren.
Die Bearbeitungsgeschwindigkeit beeinflusst Zykluszeit und Durchsatz. Schnittgeschwindigkeiten von 10–20 m/min bestimmen die Abtragsrate, während Eilganggeschwindigkeiten von 30–40 m/min die unproduktive Umpositionierungszeit minimieren. Drehzahlen der Drehachse von 100–300 U/min ermöglichen ein effizientes Indexieren zwischen den Bearbeitungsvorgängen, ohne die Einschwingzeit für hochfrequente Servoregelkreise zu beeinträchtigen.
Die Spezifikationen zur Werkstückkapazität umfassen die Abmessungen des horizontalen Werktisches (typischerweise 500 × 500 mm für Systeme der Mittelklasse), die Tragfähigkeit (10–300 kg je nach Anwendung) sowie maximale Werkzeugdurchmesser und -längenbeschränkungen, die Kollisionen bei mehrachsigen Bewegungen verhindern. Gewindebohrungen auf den Werktischen ermöglichen modulare Spannvorrichtungen für verschiedene Bauteilgeometrien.
Steuerungssysteme integrieren CNC-Plattformen (NUM, NEWCON, Siemens 840D) mit spezialisierter CAM-Software. Proprietäre Postprozessoren für OPMT-spezifische Steuerungsarchitekturen Optimierung der Werkzeugweggenerierung für die simultane 5-Achsen-Interpolation, während Tastsensorsysteme die automatische Werkstückausrichtung und Werkzeugversatzmessung für die mannlose Fertigung ermöglichen.
Führungskräfte in der Fertigungsindustrie, die Investitionen in Produktionsanlagen bewerten, sollten bei der Auswahl von Lieferanten für 5-Achs-Lasermaschinen sieben kritische Entscheidungsfaktoren berücksichtigen:
Herstellerzertifizierungen: Prüfen Sie ISO-Zertifizierungen (9001 Qualitätsmanagement, 14001 Umweltmanagement, 45001 Arbeitsschutzmanagement), die systematische Qualitätsprozesse belegen. Überprüfen Sie Patentportfolios im Bereich der ultraschnellen Laserbearbeitung, der Mehrachsenkinematik und des Wärmemanagements – Indikatoren für kontinuierliche Investitionen in Forschung und Entwicklung. Etablierte Hersteller investieren typischerweise 15.000 bis 25.000 Billionen US-Dollar ihres Jahresumsatzes in die Technologieentwicklung, um die langfristige Weiterentwicklung ihrer Plattformen und die Verfügbarkeit von Ersatzteilen sicherzustellen.
Maschinenarchitektur: Die Materialien für die Bettkonstruktion – Marmor versus geschweißter Stahl – werden hinsichtlich ihrer thermischen Stabilität bewertet. Natürlicher Granit weist einen um 401T3T niedrigeren Wärmeausdehnungskoeffizienten als Stahl auf und gewährleistet so eine Positioniergenauigkeit im Mikrometerbereich über die in Produktionsumgebungen typischen Temperaturschwankungen von 20 °C. Lineare Motorantriebe eliminieren das bei Kugelgewindetrieben übliche Spiel und den mechanischen Verschleiß, wodurch die Wartungsintervalle um 601T3T reduziert und gleichzeitig das dynamische Ansprechverhalten verbessert werden. Drehmomentmotor-Drehachsen bieten im Vergleich zu Schneckengetriebe-Teilgetrieben eine überlegene Winkelpositionierung, insbesondere für die simultane 5-Achs-Konturbearbeitung.
Integrationsmöglichkeiten: Kompatibilität mit bestehenden CAM-Software-Ökosystemen (Mastercam, Siemens NX, CATIA) durch standardisierte Postprozessor-Bibliotheken prüfen. Umfangreiche Schulungsprogramme bewerten – Bediener, Programmierer und Wartungstechniker benötigen 40–80 Stunden strukturierte Schulung für die erforderliche Kompetenz. Anpassungsmöglichkeiten der Software für branchenspezifische Anwendungen (Bibliotheken für Zahnimplantate, Schneidwerkzeugvorlagen, Bauteilfamilien für die Luft- und Raumfahrt) beschleunigen die Produktionszeit um 30–501 TP3T.
Serviceinfrastruktur: Prüfen Sie die regionale Supportverfügbarkeit in Ihrem Einsatzgebiet mit garantierten Reaktionszeiten von 24 Stunden (kritische Produktionsanlagen) bzw. 48 Stunden (Backup-Kapazität). Überprüfen Sie die Lagerorte Ihrer Ersatzteile – die Möglichkeit der Lieferung über Nacht verhindert längere Ausfallzeiten durch Komponentenausfälle. Präventive Wartungsprogramme mit halbjährlichen Inspektionsintervallen gewährleisten die Positioniergenauigkeit und verlängern die Lebensdauer mechanischer Komponenten.
Anwendungsvalidierung: Fordern Sie Fallstudien von Herstellern Ihrer Zielbranche an, inklusive dokumentierter Zykluszeiten, Qualitätskennzahlen und ROI-Zeitpläne. Probebearbeitung ermöglicht die Prozessvalidierung vor Investitionsentscheidungen – liefern Sie repräsentative Werkstückgeometrien und Materialspezifikationen zur Ermittlung empirischer Schnittparameter. Erhalten Sie die vollständige Prozessdokumentation inklusive Laserleistungsprofilen, Vorschubgeschwindigkeiten, Hilfsgasdrücken und Fokuspunktkorrekturen für den Produktionshochlauf.
Gesamtbetriebskosten: Die anfängliche Investitionssumme für Produktionsanlagen liegt je nach Konfiguration zwischen 300.000 und über 1.000.000 TP. Berechnen Sie die Betriebsenergiekosten anhand des dokumentierten Einsparpotenzials von 441 TP im Vergleich zu konventionellen thermischen Verfahren. Berücksichtigen Sie die Vorteile des Werkzeugabbaus – keine Elektrodenfertigung, Schleifscheiben oder Werkzeuglagerhaltung –, wodurch die Verbrauchskosten um 50–601 TP reduziert werden. Beachten Sie die Anforderungen an die Anlageninfrastruktur: Stromversorgung (380 V Drehstrom, 25–35 kVA), Druckluftversorgung (0,7 MPa, 500 l/min) und Klimatisierung (Temperaturstabilität ±2 °C für Ultrapräzisionsanwendungen).
Führende Anbieter sind OPMT Laser mit der Light 5X-Serie (40-V- und 60-V-Vertikalkonfigurationen) und den ultraschnellen Rotationsschneidplattformen LP550V sowie die internationalen Hersteller BLM GROUP (LT-FREE-Systeme), Trumpf (TruLaser-Serie) und Prima Power (5-Achs-Röhrenlasersysteme). Regionale Verfügbarkeit, branchenspezifische Anwendungsentwicklung und umfassende Unterstützung über den gesamten Produktlebenszyklus hinweg differenzieren die Wertversprechen der Anbieter und gehen weit über die reinen Maschinenspezifikationen hinaus.
5-Achs-Lasermaschinen haben sich von spezialisierten Forschungsplattformen zu produktionskritischen Fertigungsanlagen in der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der Werkzeugmaschinenindustrie entwickelt. Die Kombination aus mehrachsiger geometrischer Freiheit, Femtosekunden-Pulsgenauigkeit und präziser Positioniergenauigkeit ermöglicht es Herstellern, ultraharte Materialien und komplexe Geometrien zu bearbeiten, die bisher durch konventionelle Technologien eingeschränkt waren. Dokumentierte Vorteile – darunter Zykluszeitverkürzungen von 661 TP3T, Energieeinsparungen von 441 TP3T und verbesserte Betriebskosten von 531 TP3T – sorgen für eine überzeugende Amortisation der Investitionen in diese Anlagen.
Entscheidungsträger in der Fertigungsindustrie sollten der Anwendungsvalidierung durch Testbearbeitungsdienstleistungen Priorität einräumen, die Serviceinfrastruktur der Lieferanten im Hinblick auf langfristigen Support überprüfen und eine umfassende TCO-Analyse durchführen, die Einsparungen bei Energie, Verbrauchsmaterialien und Rüstzeiten berücksichtigt. Für Hersteller, die integrierte mechanische und Laserbearbeitungskapazitäten benötigen, fortschrittliche 5-Achs-CNC-Bearbeitungszentren Wir bieten umfassende Lösungen, die über reine Lasersysteme hinausgehen und Fräs-, Dreh- und Mehrachsen-Lasertechnologien in einheitlichen Plattformen kombinieren, die die Anlagenauslastung maximieren und den Bestand an unfertigen Erzeugnissen minimieren.
Da die globale Fertigung ihren Weg hin zu Massenindividualisierung und Miniaturisierung von Präzisionsbauteilen fortsetzt, stellen Fünf-Achs-Laserschneidanlagen eine essenzielle Schlüsseltechnologie für die Wettbewerbsfähigkeit in margenstarken Industriezweigen dar. Vergleichen Sie Ihre spezifischen Anwendungsanforderungen mit den in diesem Leitfaden beschriebenen technischen Spezifikationen und Kriterien für die Lieferantenauswahl, um die optimale Anlagenkonfiguration für Ihre Fertigungsziele zu ermitteln.
Haftungsausschluss
Dieser Inhalt wurde von OPMT Laser auf Grundlage öffentlich verfügbarer Informationen zusammengestellt und dient ausschließlich zu Referenzzwecken. Die Erwähnung von Marken und Produkten Dritter dient dem objektiven Vergleich und stellt keine kommerzielle Verbindung oder Billigung dar.

Entdecken Sie die Welt der CNC-Bearbeitung, indem wir 3-Achsen- und 5-Achsen-Technologien vergleichen. Von einfachen Vorgängen bis hin zu komplexen Geometrien – finden Sie heraus, welche Maschine Ihren Fertigungsanforderungen im Jahr 2025 entspricht.

Entdecken Sie OPMTs bewährten 5-Phasen-ODM-Prozess für kundenspezifische Lasersysteme. ISO-zertifizierte Fertigung, Präzision ±0,003 mm, IP-Schutz. Senden Sie uns noch heute Ihre Projektanforderungen.

Suchen Sie nach den besten Anbietern für 5-Achsen-CNC-Bearbeitungszentren? In unserer Top-10-Liste finden Sie Expertenwissen und die perfekte Lösung für Ihre Anforderungen!

Entdecken Sie die 10 besten Laser-Metallschneidmaschinen des Jahres 2025, darunter Branchenführer wie Trumpf, Bystronic und OPMT Laser. Vergleichen Sie Spitzentechnologie, Präzision und Effizienz, um die perfekte Lösung für Ihre Fertigungsanforderungen zu finden.
Bitte geben Sie Ihre Kontaktinformationen ein, um das PDF herunterzuladen.