Programar una visita
Independientemente de si necesita asesoramiento general o apoyo específico, estaremos encantados de ayudarle.
Independientemente de si necesita asesoramiento general o apoyo específico, estaremos encantados de ayudarle.
Elegir entre duraciones de pulso láser de picosegundos y nanosegundos determina la precisión de fabricación, el impacto térmico, la eficiencia de producción y el coste total de propiedad para la próxima década. La mayoría de los ingenieros optan por sistemas de nanosegundos porque les resultan familiares. Esto resulta costoso cuando la aplicación realmente requiere precisión de picosegundos.
Esta guía proporciona a los responsables de la toma de decisiones en fabricación parámetros de rendimiento de los sistemas de mecanizado láser de OPMT, incluyendo medidas de anchos de ZAT, velocidades de procesamiento documentadas y cálculos del coste total de propiedad (TCO). Abordaremos la física relevante para el procesamiento de materiales, no la teoría académica. Los datos provienen de instalaciones en los sectores aeroespacial, de dispositivos médicos, de herramientas automotrices y de fabricación de semiconductores: entornos de producción reales, no condiciones de laboratorio.
Encontrará recomendaciones específicas según el tipo de material, los requisitos de tolerancia y el volumen de producción. Hemos incluido tablas comparativas para la plataforma de nanosegundos L320V de OPMT (ancho de pulso de 30-500 ns, longitud de onda de 1064 nm) y el sistema de picosegundos Light 5X de 40 V (velocidad de procesamiento de 250 mm/s, control simultáneo de 5 ejes). Si también está considerando la tecnología de femtosegundos, nuestro Comparación completa de láseres de nanosegundos, picosegundos y femtosegundos Cubre todo el espectro de opciones de procesamiento láser ultrarrápido.
Los láseres de nanosegundos operan a 10⁻⁹ segundos por pulso. Esto equivale a una milmillonésima de segundo. El material absorbe la energía y se calienta. El calor se conduce a las áreas circundantes antes de que se produzca la vaporización. Esto crea una zona afectada por el calor alrededor del corte o la perforación.
Los láseres de picosegundos disparan a 10⁻¹² segundos, tres órdenes de magnitud más rápido. El material no tiene tiempo para conducir el calor lateralmente. La energía se destina a la vaporización y la formación de plasma en lugar de a la difusión térmica. La ZAT se reduce drásticamente.
Los sistemas de nanosegundos suministran de 10⁸ a 10¹⁰ W/cm² en el punto focal. El L320V de OPMT opera a una potencia promedio de 100 W con anchos de pulso ajustables de 30 a 500 ns. Con un ancho de pulso de 100 ns, la potencia pico alcanza aproximadamente 1 MW para una energía de pulso de 100 μJ.
Los láseres de picosegundos alcanzan una densidad de potencia máxima de 10¹¹-10¹³ W/cm². Mantienen la misma potencia promedio, menor duración de pulso y mayor intensidad de pico. Esto es importante por dos razones: el umbral de ablación y la selectividad del material. Una mayor potencia de pico permite procesar materiales que no responden bien a pulsos más largos.
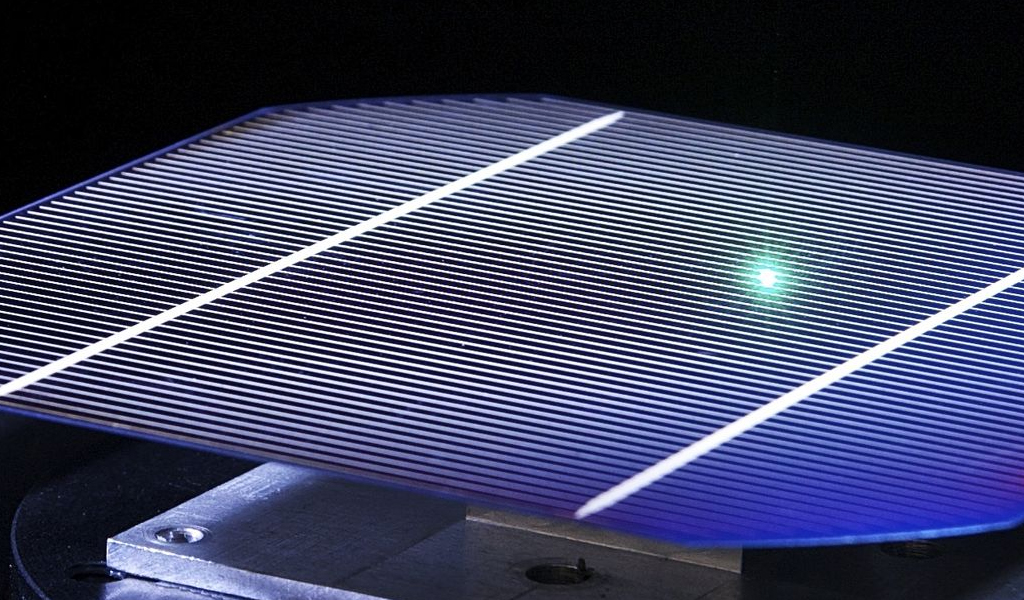
He probado ambos en diamante policristalino (PCD). El nanosegundo crea grietas térmicas visibles que irradian desde la ranura. El picosegundo deja bordes limpios con un daño mínimo en la subsuperficie. La diferencia se aprecia con un aumento de 1000x: el nanosegundo produce una capa dañada de 20-30 μm, mientras que el picosegundo la mantiene por debajo de los 5 μm.
El procesamiento de nanosegundos es térmico. La energía calienta el material por encima de la temperatura de vaporización. El calor se conduce al material base. Se obtiene una zona fundida, una zona afectada por el calor y, a veces, una capa de refundición donde el material fundido se resolidifica en las paredes de la ranura.
El picosegundo se desplaza hacia la ablación fotomecánica. El pulso finaliza antes de que se produzca una conducción térmica significativa. El material se vaporiza directamente. El plasma se forma a intensidades superiores a 10¹² W/cm². Las ondas de choque se propagan a través del material, pero los efectos térmicos permanecen localizados.
La transición entre la ablación térmica y no térmica ocurre entre 10 y 100 picosegundos, dependiendo de las propiedades térmicas del material. Los metales con alta conductividad térmica (cobre, aluminio) se benefician más del procesamiento en picosegundos que las cerámicas de baja conductividad.
Los metales reflejan la mayor parte de la luz incidente a una longitud de onda de 1064 nm. La absorción típica es de 5-101 TP³T para el aluminio, 20-301 TP³T para el acero y 40-501 TP³T para el titanio. Una vez que el material se calienta por encima del punto de fusión, la absorción aumenta drásticamente: el metal fundido absorbe entre 70 y 901 TP³T de energía incidente.
Los pulsos de nanosegundos aprovechan esta ventaja. Los pulsos iniciales calientan la superficie. Los pulsos subsiguientes interactúan con el material caliente o fundido, donde la absorción es mayor. Esto resulta eficiente para la eliminación de material a granel.
La ablación de picosegundos no depende de la mejora de la absorción térmica. Cada pulso vaporiza el material antes de que se funda. La eficiencia depende más del umbral de ablación directa que de la acumulación térmica. Para el aluminio con absorción 5%, se necesita 20 veces más energía para alcanzar el umbral de ablación. Requisitos de potencia del láser y relaciones entre los materiales Ayuda a optimizar los parámetros de procesamiento para diferentes metales.
La cerámica y los materiales superduros son diferentes. Ya son buenos absorbentes a 1064 nm. El PCD absorbe entre 40 y 601 TP3T, dependiendo de la orientación del cristal. Los carburos absorben entre 50 y 701 TP3T. En estos materiales, la tecnología de picosegundos elimina el agrietamiento térmico sin sacrificar la velocidad de procesamiento.
El aumento de temperatura durante el procesamiento láser sigue la ecuación del calor. En un perfil de haz gaussiano, la temperatura máxima depende de la energía del pulso, el radio del haz, el coeficiente de absorción y la difusividad térmica.
En el procesamiento de nanosegundos con pulsos de 100 ns en acero, la longitud de difusión térmica es aproximadamente:
L = √(α × t) = √(10⁻⁵ m²/s × 10⁻⁷ s) ≈ 30 μm
Donde α es la difusividad térmica y t es la duración del pulso. Este es el ancho mínimo de la ZAT. Pulsos más largos o múltiples pulsos superpuestos lo aumentan aún más.
Para pulsos de picosegundos a 10 ps, el mismo cálculo da como resultado:
L = √(10⁻⁵ m²/s × 10⁻¹¹ s) ≈ 0,3 μm
El calor apenas se mueve durante el pulso. La ZAT se determina por la conducción térmica. después El pulso termina, lo cual depende de la frecuencia de repetición y la superposición de pulsos. A una frecuencia de repetición de 500 kHz (2 μs entre pulsos), la desintegración térmica de cada pulso ocurre antes de la llegada del siguiente. La ZAT se mantiene mínima.
El ancho de la ZAT determina si se puede utilizar el procesamiento láser para aplicaciones de precisión. Los álabes de turbinas aeroespaciales tienen tolerancias geométricas de ±10 μm. Una ZAT de 100 μm modifica las propiedades del material en toda su superficie. Los stents de dispositivos médicos requieren un daño subsuperficial inferior a 2 μm para evitar la concentración de tensiones y el fallo por fatiga.
Las pruebas en acero inoxidable 316L con el sistema L320V de OPMT (potencia promedio de 100 W, pulsos de 100 ns, frecuencia de repetición de 50 kHz) producen anchos de ZAT de 60-80 μm, medidos mediante microdureza transversal. La zona afectada muestra:
La capa refundida tiene un espesor promedio de 5-8 μm. Se trata de un material resolidificado con una microestructura diferente a la del metal base. Suele ser más duro y frágil. En aplicaciones críticas para la fatiga, actúa como punto de inicio de grietas.
En el caso de las herramientas de corte de carburo, la ZAT de nanosegundos es peor. El carburo de tungsteno presenta una baja conductividad térmica (50 W/m·K frente a los 15 W/m·K del acero). El calor se acumula en lugar de disiparse. Medimos anchos de ZAT de 100-120 μm con grietas térmicas visibles que se extienden 50-100 μm adicionales.
El mismo acero 316L procesado con pulsos de picosegundos muestra un ancho de ZAT de 15-25 μm. Esto representa una reducción de 70% en comparación con la de nanosegundos. Las características de la zona afectada cambian:
El espesor de la capa de refundición disminuye por debajo de 1 μm, a menudo indetectable sin una inspección SEM de alto aumento. Las paredes de la ranura están más limpias. Los requisitos de posprocesamiento se reducen significativamente.
En el carburo, el procesamiento de picosegundos reduce la ZAT a 20-30 μm sin agrietamiento térmico visible. La mejora es más drástica que en los metales, ya que la acumulación térmica era el factor limitante para el procesamiento de nanosegundos.
Medimos la ZAT mediante varias técnicas:
Análisis transversal: Corte perpendicular a la ranura del láser, pula y grabe con el reactivo de grabado adecuado (nital para acero, reactivo de Murakami para carburo). La microscopía óptica revela cambios en la microestructura. El límite entre la ZAC y el material base se muestra como una línea visible donde cambia la estructura del grano.
Microscopía electrónica: El SEM proporciona mayor resolución para mediciones de ZAT delgadas por debajo de 20 μm. Las imágenes de electrones retrodispersados resaltan fases con diferente composición química. Las capas refundidas se muestran como regiones brillantes debido a la diferente interacción electrónica.
Mapeo de dureza: Las pruebas de microdureza a intervalos de 25 μm en la ZAC cuantifican los cambios en las propiedades. Grafica la dureza en función de la distancia desde la ranura. El punto donde la dureza vuelve al valor del material base define el límite de la ZAC.
Estas no son pruebas rápidas. La preparación transversal toma de 2 a 3 horas por muestra. Sin embargo, son necesarias para validar los parámetros del láser, especialmente para nuevos materiales o aplicaciones críticas.
Los componentes de turbinas aeroespaciales suelen especificar una ZAT inferior a 50 μm. Algunas aplicaciones críticas requieren menos de 25 μm. El procesamiento de nanosegundos apenas cumple con la especificación flexible. No puede cumplir con la estricta. El procesamiento de picosegundos gestiona ambas.

Los stents de dispositivos médicos tienen límites aún más estrictos. El daño subsuperficial debe mantenerse por debajo de 5 μm para evitar fallos por fatiga. La certificación NMPA para stents cardiovasculares exigía la demostración de una ZAT inferior a 3 μm. El sistema de femtosegundos Light 5X de 60 V de OPMT lo logró con una precisión de posicionamiento de 5 μm. El nanosegundo no pudo cumplir con este requisito.
Las herramientas de corte industriales son más indulgentes. Insertos de PCD para la fabricación de automóviles Puede tolerar una ZAT de 50-100 μm si no se extiende hasta el filo. Utilizamos nanosegundos para la eliminación de material en masa (desbaste), seguidos de picosegundos para los últimos 200 μm de geometría del filo.
Los gerentes de producción se preocupan por las piezas por hora. La duración del pulso afecta el rendimiento mediante la eficiencia de la ablación, el número de pasadas necesario y las necesidades de posprocesamiento.
El sistema L320V de OPMT procesa dientes de fresa para pisos de PCD a una velocidad de corte lineal de 100 mm/s. La aplicación requiere:
Tiempo total de procesamiento por diente: aproximadamente 45 segundos. Esto equivale a 80 dientes por hora, con 5 segundos de indexación de la pieza entre cortes.
La estrategia de tres pasadas utiliza nanosegundos para pasadas de desbaste y semiacabado (80% de eliminación de material) y luego cambia a picosegundos para la pasada final de acabado de 0,3 mm. Este enfoque híbrido equilibra la velocidad con la calidad de la superficie.
Para un procesamiento de nanosegundos puro en todas las pasadas, la velocidad de procesamiento aumenta a 150 mm/s, ya que no se necesita la pasada de precisión final. El tiempo total se reduce a 35 segundos por diente. Sin embargo, el acabado superficial se degrada de Ra 0,3 μm a Ra 1,5 μm, lo que requiere operaciones de rectificado secundarias que tardan entre 20 y 30 segundos por diente.
El sistema Light 5X 40V alcanza 250 mm/s en el mismo material de PCD. Parece más rápido que un nanosegundo. Sin embargo, se necesitan de 4 a 5 pasadas porque la ablación por pulso es menor. Tiempo total de procesamiento: 55 segundos por diente.
¿Por qué usarlo? El acabado superficial tras el procesamiento es de Ra 0,2 μm sin operaciones secundarias. Se omite el paso de rectificado. Tiempo total del ciclo, incluyendo el posprocesamiento: 55 segundos picosegundos frente a 65 segundos nanosegundos + rectificado.
El picosegundo gana en rendimiento cuando se incluyen las operaciones posteriores. Para aplicaciones que no requieren un acabado superficial preciso, el nanosegundo es más rápido.
Frecuencia de repetición: Los láseres de nanosegundos con conmutación Q funcionan a una frecuencia típica de 20-200 kHz, y hasta 500 kHz en sistemas de alta gama. Los láseres de picosegundos con bloqueo de modo alcanzan de 1 a 100 MHz, pero los límites de potencia promedio implican una reducción de la energía del pulso. El punto óptimo para picosegundos industriales es de 200-500 kHz: suficiente para una velocidad de procesamiento razonable y suficientemente bajo para mantener una energía de pulso adecuada.
Energía de pulso: Cada pulso elimina un volumen fijo de material (aproximadamente). Una mayor energía de pulso implica menos pulsos necesarios. Un nanosegundo suele proporcionar de 100 a 500 μJ por pulso. Un picosegundo proporciona de 10 a 100 μJ. Se necesitan de 5 a 10 veces más pulsos para la misma eliminación de material.
Entrega del haz: Escáneres galvanómetros Limitar la velocidad de procesamiento. El escáner debe posicionar el haz, disparar pulsos y avanzar a la siguiente posición. Con una frecuencia de repetición de 500 kHz y una separación entre puntos de 10 μm, la velocidad máxima de escaneo es de 5 m/s. Parece rápido. Sin embargo, los límites de aceleración reducen la velocidad práctica a 1-2 m/s para geometrías típicas.
Propiedades del material: Los metales reflectantes (aluminio, cobre) se procesan más lentamente en picosegundos debido a un umbral de ablación más alto. Los materiales absorbentes (cerámica, carburos) se procesan a velocidades similares en nanosegundos y picosegundos.
El nanosegundo destaca en operaciones de desbaste. La alta energía de pulso elimina el material rápidamente. La ZAT es adecuada para el desbaste, ya que se eliminará en las pasadas de acabado.
El picosegundo tiene dificultades para la eliminación masiva. Una menor energía de pulso implica más pasadas. Para eliminar una profundidad de 2 mm, podría necesitar 20 pasadas a 0,1 mm por pasada. El nanosegundo lo hace en 8 pasadas a 0,25 mm por pasada.
La estrategia óptima para aplicaciones de alta remoción: desbaste en nanosegundos hasta una precisión de 0,2-0,5 mm respecto a la dimensión final, seguido de un acabado en picosegundos. Esto minimiza el tiempo total de procesamiento y mantiene una excelente calidad superficial.
Con volúmenes de producción bajos (menos de 100 piezas al año), la tecnología de picosegundos es una buena opción incluso si el tiempo de procesamiento es mayor. ¿Por qué? La flexibilidad de configuración es más importante que el tiempo de ciclo. La tecnología de picosegundos maneja más materiales y geometrías sin necesidad de optimizar los parámetros.
En grandes volúmenes (más de 10 000 piezas al año), el nanosegundo es la clave si el acabado superficial es aceptable. Incluso 10 segundos de diferencia por pieza suponen 28 horas al año. ¡Eso sí que es dinero!
El punto de cruce depende del valor de la pieza. Los componentes aeroespaciales de alto valor justifican el picosegundo incluso en grandes volúmenes. Las herramientas de corte de consumo masivo no suelen hacerlo.
El acabado superficial afecta el rendimiento de la pieza. Las superficies rugosas concentran la tensión. Los implantes médicos necesitan un Ra inferior a 0,5 μm para evitar la adhesión bacteriana. Los componentes ópticos necesitan un Ra inferior a 0,1 μm para minimizar la dispersión.
Las pruebas en acero inoxidable 316L con L320V producen un Ra de 0,8-1,5 μm en paredes verticales y de 1,2-2,0 μm en superficies horizontales. La diferencia radica en la dirección de expulsión de la masa fundida: la gravedad favorece los cortes horizontales y actúa en su contra en paredes verticales.
Puedes ver los efectos térmicos con aumento:
La superficie no está mal. Es adecuada para muchas aplicaciones. Pero está claramente cortada con láser. Si la necesitas más limpia, la lijas o la pules después.
Mismo material con pulsos de picosegundos: Ra típico de 0,15-0,4 μm. Las paredes son más lisas. Con aumento:
Puede utilizar las piezas directamente después del corte. No se requieren operaciones secundarias para la mayoría de las aplicaciones.
La densidad de microfisuras indica el daño del material. Analizamos 50 muestras de cada inserto de carburo de 0,8 mm de espesor.
Nanosegundo: 18 muestras presentaron grietas en los bordes detectables con un aumento de 500x. La longitud promedio de la grieta fue de 15-40 μm. Dos muestras presentaron grietas que superaban los 100 μm, por lo que fueron rechazadas.
Picosegundo: Dos muestras presentaron grietas en los bordes. Longitud promedio: 5-10 μm. No se detectaron grietas mayores a 20 μm. Esto representa una reducción del 90% en la tasa de defectos.
La formación de rebabas también mejora. El nanosegundo deja rebabas que requieren desbarbado mecánico. El picosegundo deja rebabas mínimas; a menudo basta con limpiarlas con disolvente.
La capa refundida es una masa fundida resolidificada. Su microestructura es diferente a la del material base. Generalmente es más dura, a veces más frágil. En el carburo, puede desprenderse y causar defectos.
Espesor de la capa de refundición de nanosegundos:
Refundición mínima de picosegundos:
Para aplicaciones de precisión, el picosegundo elimina la necesidad de mecanizar la capa de refundición. Esa es la verdadera ventaja en la calidad de la superficie.
Las piezas de nanosegundos normalmente necesitan:
Posprocesamiento total: 70-140 segundos por pieza.
Las piezas de picosegundo necesitan:
La diferencia de costo se acumula. Con 10,000 piezas al año, se ahorran entre 170 y 320 horas de mano de obra. Además, se incluye el costo del equipo para las operaciones de rectificado.
Los distintos materiales responden de forma distinta a la duración del pulso. Las propiedades térmicas determinan qué método funciona mejor.
El diamante policristalino no se funde; se sublima a 3500 °C al vacío y se grafitiza en atmósfera normal. El procesamiento de nanosegundos provoca la grafitización de una fina capa superficial (1-3 μm). Esto degrada la dureza y la resistencia al desgaste.
El picosegundo vaporiza el diamante directamente. Grafitización mínima. Medimos la dureza superficial en muestras de PCD:
Nanosegundo: 65-75 GPa (PCD base es 80-90 GPa). Pérdida de dureza 20%.
Picosegundo: 75-85 GPa. Pérdida de dureza inferior a 10%.
Para el desbaste, donde la capa grafitizada se elimina durante el acabado, se acepta el nanosegundo. Para la geometría final, incluyendo los filos de corte, se utiliza el picosegundo.
El nitruro de boro cúbico (CBN) tiene un comportamiento similar. El nanosegundo provoca la transformación de fase a BN hexagonal en la superficie. El picosegundo mantiene la estructura cúbica.
El carburo de tungsteno con aglutinante de cobalto es el material estándar para herramientas de corte. El procesamiento de nanosegundos funciona, pero genera grietas térmicas. Los granos de carburo y el aglutinante de cobalto tienen diferentes coeficientes de expansión térmica. El calentamiento y enfriamiento rápidos generan tensión. Se forman grietas.
El picosegundo reduce la tensión térmica. La formación de grietas se reduce de 30-401 TP³T de piezas (nanosegundo) a menos de 51 TP³T (picosegundo). Para herramientas de alta calidad con punta de CBN o PCD, el picosegundo compensa el costo adicional. Para el carburo comercial, quizás no.
Las cerámicas de alúmina y nitruro de silicio se comportan de forma similar. La resistencia al choque térmico es deficiente. El nanosegundo crea defectos. El picosegundo se procesa limpiamente.
En los metales, el nanosegundo aún tiene sentido para muchas aplicaciones. La conductividad térmica es lo suficientemente alta como para que la ZAC no sea catastrófica. La fusión y la vaporización son procesos eficientes.
Las aleaciones de titanio (Ti-6Al-4V) son interesantes. El grado de implante médico requiere un daño subsuperficial mínimo. Se prefiere el picosegundo. Los componentes estructurales aeroespaciales son menos sensibles; el nanosegundo funciona bien.
El acero inoxidable (316L, 304) se procesa bien con ambas tecnologías. Elija según los requisitos de tolerancia y el volumen de producción.
El aluminio y el cobre son difíciles para el picosegundo. La alta reflectividad a 1064 nm implica un umbral de ablación alto. La acumulación térmica del nanosegundo ayuda. Los primeros pulsos calientan la superficie, y los pulsos posteriores realizan la ablación con mayor eficiencia. El picosegundo no obtiene ese beneficio.
Los dispositivos implantables (stents, tornillos óseos, prótesis articulares) tienen estrictos requisitos de biocompatibilidad. La contaminación o modificación de la superficie puede desencadenar una respuesta inmunitaria.
El picosegundo deja superficies limpias. La ZAT es mínima. Las propiedades del material coinciden con el material a granel a una distancia de 10 μm de la superficie. Esto cumple con los requisitos regulatorios para la mayoría de los dispositivos implantables.
El nanosegundo puede funcionar con instrumentos quirúrgicos y dispositivos médicos externos donde los estándares de biocompatibilidad son menos estrictos. Sin embargo, la mayoría de los fabricantes de dispositivos médicos han estandarizado el uso de picosegundos o femtosegundos para componentes críticos.
El sistema Light 5X 60V de OPMT cuenta con la certificación NMPA para la fabricación de stents cardiovasculares. Esto requería demostrar una ZAT inferior a 5 μm y una contaminación superficial por debajo de los límites de detección.
El picosegundo destaca en la ablación selectiva. ¿Necesita eliminar un recubrimiento de 10 μm sin dañar el sustrato? El picosegundo elimina el recubrimiento y se detiene en la interfaz. El nanosegundo calienta el recubrimiento hasta el sustrato.
Texturizado de superficies para una mejor adherencia Las propiedades ópticas se benefician del control de picosegundos. Permite crear microestructuras (crestas, hoyuelos, patrones jerárquicos) con profundidad constante y características nítidas.
El precio de compra es obvio. El TCO incluye costos operativos, mantenimiento, consumibles y efectos posteriores, como menor posprocesamiento o mayor rendimiento.
Sistemas láser de fibra de nanosegundos:
Sistemas de picosegundos:
La prima es de 40-60% para especificaciones comparables. Esto supone una brecha de inversión significativa.
Consumo eléctrico:
A una tasa industrial de $0,12/kWh, con 2000 horas de funcionamiento al año: $720-1440 al año. No es un factor importante.
Consumibles:
Los costos de consumibles son similares entre tecnologías. Un picosegundo podría atravesar las ventanas de protección más rápido al procesar materiales con alto riesgo de salpicaduras, pero la diferencia es inferior a $500 al año.
La divergencia del TCO se produce en las operaciones posteriores. Procesando 10.000 insertos de carburo al año:
Enfoque de nanosegundos:
Enfoque de picosegundos:
Ahorro anual: $1,750 en mano de obra, más la eliminación de $45,000 equipos de molienda. La prima de picosegundos de $165,000 se amortiza en menos de 8 años, solo por el ahorro en mano de obra. Si se considera el mejor rendimiento, la recuperación de la inversión se reduce a 4-5 años.
La reducción de desechos es difícil de cuantificar, pero es real. Si el procesamiento de nanosegundos crea defectos en 5% de piezas y el de picosegundos los reduce a 0,5%, ¿cuál es el valor?
Para insertos de carburo $5, el desperdicio de 5% en 10 000 piezas es de $2500 al año. No es una cifra enorme.
Para componentes de dispositivos médicos $500, la chatarra 5% equivale a $250,000 al año. Ahora, el picosegundo parece muy atractivo.
Las mejoras en la garantía y la fiabilidad derivadas de una mejor calidad de la superficie también son importantes. Una empresa de dispositivos médicos que evita una falla de campo paga el precio de picosegundos varias veces.
Producción de bajo volumen (1.000 piezas/año):
Volumen medio (10.000 piezas/año):
Gran volumen (100.000 piezas/año):
El crossover depende en gran medida del valor de la pieza, los requisitos de calidad y los costos laborales en su región.
Seamos específicos sobre qué tecnología utilizar para las diferentes industrias.
Stents cardiovasculares: Solo de picosegundos o femtosegundos. La HAZ debe ser inferior a 5 μm para la aprobación de la NMPA/FDA. El sistema de femtosegundos Light 5X de 60 V de OPMT logró una precisión de posicionamiento de 5 μm con una reducción de 37% en las complicaciones postoperatorias, en comparación con los stents de corte mecánico en ensayos clínicos. Estos son resultados reales en pacientes.
Componentes de turbina: Depende de la característica. La perforación de orificios de enfriamiento en superaleaciones monocristalinas utiliza picosegundos para evitar la recristalización. El texturizado de superficies para la adhesión del recubrimiento de barrera térmica puede utilizar nanosegundos si la capa texturizada se recubre de todos modos.
Piezas estructurales de titanio: Nanosegundos aceptables para la mayoría de las aplicaciones. Las tolerancias aeroespaciales son ajustadas (±0,1 mm típico), pero la ZAT de nanosegundos de 50 μm es manejable. Utilice picosegundos solo para características críticas a la fatiga.
Las plaquitas de PCD para el mecanizado de aluminio de vehículos eléctricos (VE) requieren filos de corte afilados con baja rugosidad superficial. La tendencia es hacia el acabado en picosegundos tras el desbaste en nanosegundos.
Flujo del proceso:
Tiempo total: 6,5 minutos por inserto. Un picosegundo puro tardaría entre 9 y 10 minutos. Un nanosegundo puro tardaría 5 minutos, pero requeriría entre 3 y 4 minutos de pulido posterior.
El enfoque híbrido optimiza el tiempo de ciclo y la calidad. Es la opción preferida por la mayoría de los fabricantes de herramientas automotrices.
Los dispositivos implantables funcionan por defecto en picosegundos. La vía reguladora es más clara. Se puede demostrar un daño mínimo en el subsuelo y superficies limpias sin necesidad de realizar pruebas exhaustivas.
Los instrumentos quirúrgicos son menos críticos. Hojas de bisturí, fórceps y tijeras pueden procesarse en nanosegundos. Simplemente límpielos bien después de cortar para eliminar el óxido.
Los implantes ortopédicos (vástagos de cadera, componentes de rodilla, dispositivos espinales) utilizan cada vez más la tecnología de picosegundos para la texturización de superficies. Las microcaracterísticas que promueven el crecimiento óseo requieren una profundidad controlada y bordes afilados. La tecnología de nanosegundos crea una textura irregular con daño térmico.
La fabricación de insertos de carburo a gran escala (millones de piezas al año) aún utiliza rectificado mecánico. El procesamiento láser no ha conquistado este mercado debido a los altos requisitos de rendimiento.
Las herramientas especializadas de volumen medio (10 000-100 000 al año) están adoptando el procesamiento láser híbrido. Las geometrías complejas, difíciles de rectificar, se pueden cortar con láser de forma más eficiente.
Las herramientas personalizadas de bajo volumen utilizan picosegundos casi exclusivamente. La flexibilidad para cambiar geometrías sin necesidad de reequipar justifica el mayor coste por pieza.
El corte de obleas de carburo de silicio requiere un picosegundo. El material es duro y frágil. El nanosegundo produce un astillado excesivo. El picosegundo logra diámetros de orificio de 0,6 μm sin agrietarse.
La perforación de PCB para interconexiones de alta densidad utiliza picosegundos para minimizar el daño térmico a las pistas cercanas. Los diámetros de orificio de hasta 50 μm son habituales.
El corte de paneles de visualización (vidrio, zafiro) se beneficia de la reducción del astillado de bordes que ofrece el picosegundo. El nanosegundo es adecuado para aplicaciones menos críticas.
Aquí te explicamos cómo elegir:
Comencemos con los requisitos de tolerancia:
Considere el tipo de material:
Factor en el volumen de producción:
Tenga en cuenta la criticidad de la aplicación:
Las especificaciones reales de los sistemas comerciales proporcionan puntos de comparación concretos.

Especificaciones del láser:
Capacidades de procesamiento:
Aplicaciones:
Integración del sistema:
El L320V es la plataforma de nanosegundos líder de OPMT. Fiable, rentable y adecuada para aplicaciones no críticas.
Especificaciones del láser:
Capacidades de procesamiento:
Características principales:
Aplicaciones:
El Light 5X 40V representa la avanzada tecnología de picosegundos de OPMT. Mayor precisión, mejor calidad de superficie y mayor flexibilidad. Cuesta más, pero ofrece resultados considerablemente mejores.
Láseres de fibra de conmutación Q de nanosegundos:
Láseres bloqueados en modo de picosegundo:
La limitación práctica es la potencia promedio. Un láser de 50 W a 1 MHz proporciona 50 μJ por pulso. A 100 kHz, son 500 μJ por pulso. Una mayor energía por pulso implica menos pasadas.
Ambos sistemas utilizan escáneres galvanométricos para el posicionamiento del haz:
Especificaciones galvo estándar:
Sistemas galvo modulares OPMT:
El diseño modular permite intercambiar diferentes ópticas de enfoque (distancias focales de 127 mm, 160 mm y 254 mm) sin realinear la trayectoria del haz. El tiempo de configuración se reduce de 2 a 3 horas a menos de 30 minutos.
La plataforma de control iMTOS de OPMT proporciona:
Estas características son importantes para geometrías 3D complejas. La sincronización del disparo del láser con la posición de 5 ejes con una precisión de 10 μs evita errores al mecanizar superficies curvas.
| Parámetro | L320V (nanosegundo) | Luz 5X 40V (Picosegundo) |
|---|---|---|
| Ancho de pulso | 30-500 ns | ~10-50ps |
| Potencia media | 100 W | 20-50 W |
| Velocidad de procesamiento | 100 mm/s | 250 mm/s (acabado) |
| Ancho de la ZAT (acero) | 60-80 μm | 15-25 μm |
| Acabado superficial | Ra 0,8-1,5 μm | Ra 0,15-0,4 μm |
| Precisión de posicionamiento | ±5 μm | ±3 μm |
| Número de ejes | 3 | 5 |
| Precio del sistema | $285,000 | $450,000 |
Las especificaciones muestran claras ventajas y desventajas. El nanosegundo ofrece mayor potencia promedio y menor costo. El picosegundo proporciona mejor calidad de superficie, una zona afectada por el calor (ZAC) más pequeña y mayor precisión.
Elegir entre láseres de picosegundos y de nanosegundos requiere adecuar las capacidades tecnológicas a los requisitos de la aplicación. Los sistemas de nanosegundos ofrecen una eliminación de material rentable cuando la ZAT superior a 50 μm es aceptable. Los láseres de picosegundos proporcionan una calidad superficial superior y un daño térmico mínimo para aplicaciones de precisión.
Los datos de los sistemas implementados por OPMT cuantifican las diferencias: ZAT de nanosegundos de 60-80 μm frente a picosegundos de 15-25 μm en acero 316L, mejora del acabado superficial de Ra 1,5 μm a Ra 0,3 μm y eliminación de microfisuras en muestras de 90%. Estas diferencias no son pequeñas.
En entornos de producción que procesan miles de piezas al año, el análisis del coste total de propiedad (TCO) muestra que la inversión en picosegundos se amortiza en un plazo de 2 a 5 años gracias a la reducción del posprocesamiento y la mejora del rendimiento. Las aplicaciones de menor volumen tienen dificultades para justificar la inversión.
Los requisitos específicos de la industria impulsan muchas decisiones. La fabricación de dispositivos médicos utiliza el procesamiento en picosegundos para garantizar la seguridad regulatoria. Las herramientas automotrices utilizan procesamiento híbrido. La industria aeroespacial evalúa caso por caso según la criticidad de los componentes.
La comparación de las especificaciones técnicas revela que ambas tecnologías desempeñan funciones claras. La plataforma de nanosegundos L320V de OPMT gestiona la eliminación de material a granel y las aplicaciones con tolerancias flexibles. El sistema de picosegundos Light 5X de 40V ofrece un acabado preciso y una ZAT mínima para componentes críticos.
Haga su selección basándose en requisitos medidos, no en afirmaciones de marketing. Analice piezas de muestra, mida la ZAT con análisis transversal y verifique el acabado superficial con perfilometría. La tecnología adecuada para su aplicación se hace evidente al probarla.
Para los fabricantes que exploran el espectro completo de tecnologías láser ultrarrápidas, nuestra Guía completa sobre las aplicaciones del láser de femtosegundo Proporciona contexto adicional sobre duraciones de pulso aún más cortas y sus ventajas únicas para aplicaciones de precisión extrema.
Descargo de responsabilidad
Este contenido es compilado por OPMT Laser con base en información pública disponible únicamente como referencia; las menciones de marcas y productos de terceros son para comparación objetiva y no implican ninguna asociación o respaldo comercial.

Explore el mundo del mecanizado CNC mientras comparamos las tecnologías de 3 y 5 ejes. Desde operaciones básicas hasta geometrías complejas, descubra qué máquina se adapta a sus necesidades de fabricación en 2025.

Explore el probado proceso ODM de 5 fases de OPMT para sistemas láser personalizados. Fabricación con certificación ISO, precisión de ±0,003 mm y protección IP. Envíe los requisitos de su proyecto hoy mismo.

¿Está buscando los mejores proveedores de centros de mecanizado CNC de 5 ejes? ¡Consulte nuestra lista de los 10 mejores para obtener información de expertos y encontrar el que mejor se adapte a sus necesidades!

Explore las 10 mejores máquinas de corte de metales por láser de 2025, con líderes de la industria como Trumpf, Bystronic y OPMT Laser. Compare la tecnología de vanguardia, la precisión y la eficiencia para encontrar la solución perfecta para sus necesidades de fabricación.
Por favor, rellene sus datos de contacto para descargar el PDF.