Programar una visita
Independientemente de si necesita asesoramiento general o apoyo específico, estaremos encantados de ayudarle.
Independientemente de si necesita asesoramiento general o apoyo específico, estaremos encantados de ayudarle.
Las operaciones de taladrado de precisión en la fabricación han alcanzado un punto crítico. Los sistemas tradicionales de taladrado de 3 ejes imponen limitaciones geométricas que resultan en costosos flujos de trabajo con múltiples configuraciones, errores de tolerancia acumulados y una menor precisión en el posicionamiento de los orificios. Los centros de mecanizado CNC de 5 ejes para taladrado eliminan estas limitaciones fundamentales mediante el control simultáneo del movimiento multieje, lo que permite taladrados de ángulo compuesto con precisiones de posicionamiento de ±0,005 mm, a la vez que reducen los tiempos de ciclo en un 40-70%.
Estos sistemas de mecanizado avanzados integran tres ejes lineales (X, Y, Z) con dos ejes de rotación (normalmente B y C) para proporcionar total libertad geométrica durante las operaciones de taladrado. Las ventajas técnicas van más allá del acceso angular: los fabricantes obtienen mejoras apreciables en la calidad del orificio, la uniformidad del acabado superficial y el rendimiento de la producción al procesar componentes complejos en las industrias aeroespacial, de dispositivos médicos, automotriz y de herramientas de corte.
Esta completa guía técnica examina las capacidades operativas, las especificaciones de rendimiento y las consideraciones de implementación para sistemas de perforación de 5 ejes. Los ingenieros de fabricación y los gerentes de producción que evalúan soluciones de perforación de precisión obtendrán información práctica sobre los criterios de selección de sistemas, las configuraciones específicas de cada aplicación y las métricas cuantificables de retorno de la inversión (ROI) que justifican las decisiones sobre equipos de capital en entornos de perforación de alta precisión.
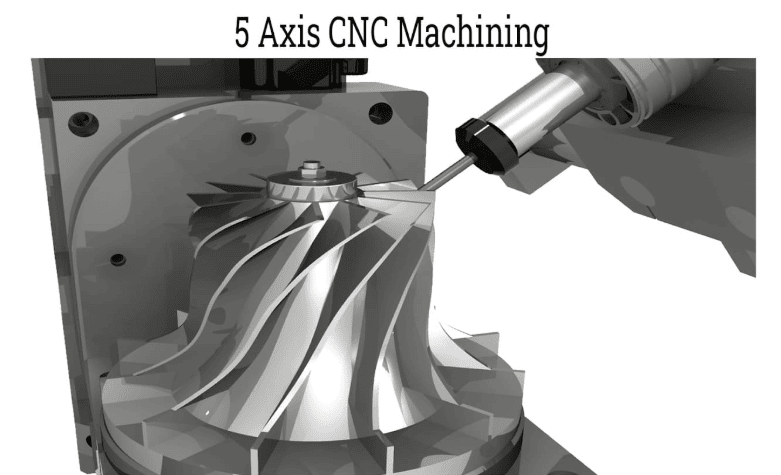
Los centros de mecanizado de cinco ejes para taladrado representan sofisticadas plataformas de fabricación diseñadas para ejecutar operaciones complejas de taladrado en múltiples planos sin reposicionar la pieza. Estos sistemas coordinan el movimiento simultáneo en tres ejes lineales y dos ejes de rotación, lo que permite que la herramienta de corte o el cabezal de procesamiento láser se acerquen a la pieza desde prácticamente cualquier ángulo dentro del rango operativo de la máquina.
La arquitectura fundamental distingue a los centros de taladrado de 5 ejes de los equipos convencionales. Los ejes lineales proporcionan control de posición en las direcciones X (horizontal), Y (profundidad) y Z (vertical), mientras que los ejes de rotación, denominados eje B (movimiento de inclinación) y eje C (movimiento de rotación), orientan la pieza de trabajo o el cabezal de la herramienta a posiciones angulares precisas. Esta disposición cinemática elimina las restricciones geométricas inherentes a las configuraciones de 3 ejes, donde el acceso al taladro permanece perpendicular a la superficie de montaje de la pieza de trabajo.
Las principales ventajas operativas diferencian el taladrado de 5 ejes de los métodos tradicionales. Los fabricantes logran una reducción del 85% en el tiempo de reposicionamiento gracias a secuencias de taladrado de un solo aparejo que completan todas las operaciones de taladrado en un solo montaje de la pieza. Esta consolidación del flujo de trabajo soluciona directamente los problemas de tolerancia acumulados: cada reposicionamiento de la pieza introduce posibles errores de alineación que se agravan con las operaciones secuenciales. La eliminación de múltiples aparejos reduce los errores de manipulación en un 68%, manteniendo los puntos de referencia constantes durante todo el proceso de taladrado.
Las capacidades de precisión angular amplían significativamente el alcance de las aplicaciones de taladrado. Las configuraciones estándar de 5 ejes ofrecen rangos de recorrido del eje B de -120° a +30°, junto con una rotación continua de 360° del eje C. Esta flexibilidad angular permite perforación de ángulo compuesto operaciones donde las líneas centrales de los orificios intersecan las superficies de las piezas de trabajo en ángulos no perpendiculares, un requisito crítico para componentes de turbinas aeroespaciales, sistemas de drenaje de implantes médicos y aplicaciones de herramientas de precisión.
Las aplicaciones de perforación de núcleos aprovechan estas capacidades en diversos requisitos de fabricación. Los orificios de ángulo compuesto exigen un posicionamiento angular preciso y un control de profundidad, especialmente al perforar conductos de refrigeración en álabes de turbinas o canales de ventilación en carcasas de baterías. Las operaciones de perforación profunda en materiales superduros se benefician del control de orientación de 5 ejes, que optimiza las fuerzas de corte y la evacuación de residuos a lo largo de las profundidades de perforación. Las aplicaciones de microperforación que requieren tolerancias de diámetro de hasta 10 micras utilizan el posicionamiento de 5 ejes para mantener especificaciones de perpendicularidad que los equipos tradicionales no pueden alcanzar con fiabilidad.
Las especificaciones técnicas establecen líneas de base de rendimiento para operaciones de perforación de precisión. Contemporáneo Mecanizado de 5 ejes Los sistemas ofrecen una precisión de posicionamiento de ±0,005 mm en los ejes lineales, mientras que los ejes rotatorios alcanzan una precisión de posicionamiento de ±10 arcosegundos. Estos estándares de precisión se traducen directamente en métricas de calidad del orificio: la precisión de posición, la tolerancia de perpendicularidad y las especificaciones de circularidad mejoran cuando la perforación se realiza dentro de una configuración estable de un solo aparejo, en lugar de mediante procesos acumulados de múltiples aparejos.
El análisis comparativo entre el taladrado de 5 ejes y los métodos convencionales de 3 ejes revela diferencias fundamentales en la eficiencia operativa, la precisión y la rentabilidad de la producción. Las plantas de fabricación que procesan componentes complejos se enfrentan a decisiones estratégicas sobre equipos donde estas diferencias de rendimiento impactan directamente en el rendimiento de la producción, la consistencia de la calidad y los costos totales de fabricación.
Las operaciones de taladrado con un solo ajuste ofrecen ventajas inmediatas en el flujo de trabajo gracias al mantenimiento de la estabilidad de la pieza. Al mantener los componentes montados con una orientación constante durante todas las operaciones de taladrado, los puntos de referencia de medición conservan la precisión sin transiciones en la superficie de referencia. Esta estabilidad geométrica reduce los errores de manipulación de la pieza en un 68%, en comparación con las secuencias de múltiples ajustes, donde cada reposicionamiento puede provocar desalineaciones. La eliminación de los cambios de utillaje elimina por completo el tiempo de preparación: las operaciones que antes consumían de 2 a 4 horas por componente ahora se completan en ciclos de mecanizado continuos.
| Métrica de rendimiento | Perforación de 3 ejes | Perforación de 5 ejes | Mejora |
|---|---|---|---|
| Requisitos de configuración | 3-5 accesorios por componente | Finalización de una sola configuración | Reducción de tiempo 85% |
| Precisión del agujero angular | ±0,015 mm típico | Se puede alcanzar ±0,003 mm | Mejora de precisión de 5× |
| Capacidad de ángulo compuesto | Requiere accesorios personalizados | Acceso geométrico nativo | Elimina los costos de instalación |
| Tiempo de ciclo (piezas complejas) | Línea de base 100% | 30-60% del tiempo de referencia | 40-70% rendimiento más rápido |
| Error de tolerancia acumulado | Compuestos con cada configuración | Referencia de un solo dato | Reducción de errores 68% |
Las mejoras de precisión se manifiestan de forma más drástica en las operaciones de taladrado de ángulo compuesto. Los equipos tradicionales de 3 ejes requieren sistemas de fijación complejos para presentar las superficies de la pieza de trabajo perpendiculares a los ángulos de aproximación de la broca; cada fijación introduce errores de posicionamiento que se acumulan en la pila de tolerancias. Los sistemas de cinco ejes orientan el husillo de la broca directamente a los ángulos de aproximación requeridos, manteniendo la posición de la pieza de trabajo, logrando una precisión de taladrado de ángulo compuesto de ±0,003 mm, frente a las tolerancias de ±0,015 mm típicas de los enfoques convencionales con múltiples fijaciones.
La reducción del tiempo de ciclo se ajusta proporcionalmente a la complejidad de la operación de taladrado. Los componentes que requieren múltiples patrones de agujeros en diferentes ángulos muestran una productividad 40-70% más rápida al procesarse en plataformas de 5 ejes. La diferencia de rendimiento aumenta con la complejidad de la pieza: los patrones simples con 4-6 agujeros muestran mejoras de tiempo moderadas, mientras que los componentes aeroespaciales con más de 50 agujeros de refrigeración en diversos ángulos obtienen beneficios casi máximos en el tiempo de ciclo mediante secuencias de taladrado continuo imposibles en equipos de 3 ejes.
Los patrones de agujeros que se cruzan ejemplifican capacidades geométricas únicas de mecanizado de cinco ejes Sistemas. Cuando las operaciones de perforación requieren ángulos de intersección de pozos precisos —comunes en colectores de fluidos, conductos de refrigeración y componentes hidráulicos—, el posicionamiento de 5 ejes garantiza tolerancias de alineación de la línea central que los enfoques basados en accesorios no pueden lograr de forma fiable. El control del eje de rotación mantiene los ángulos de aproximación de la broca a lo largo de toda la profundidad de perforación, evitando la desviación de la trayectoria del pozo que se produce al utilizar accesorios angulares en equipos convencionales.
Las estrategias de arranque de material se benefician de una orientación optimizada de la fuerza de corte. El taladrado de cinco ejes posiciona las herramientas en ángulos de inserción ideales que minimizan las fuerzas de corte laterales, reduciendo la deflexión de la herramienta y prolongando su vida útil en 25-40%. Esta optimización de la fuerza resulta especialmente valiosa al taladrar materiales difíciles, como aleaciones de titanio, superaleaciones de Inconel y compuestos cerámicos, donde las fuerzas de corte afectan significativamente la calidad del agujero y el consumo de herramienta.
Las tecnologías avanzadas de taladrado de 5 ejes abordan los retos de fabricación específicos de la industria en sectores donde las operaciones de taladrado de precisión inciden directamente en el rendimiento de los componentes, el cumplimiento normativo y la rentabilidad de la producción. El siguiente análisis de aplicaciones examina los requisitos críticos de taladrado y las soluciones técnicas implementadas en entornos aeroespaciales, de dispositivos médicos, automotrices, de perforación petrolera y de fabricación de herramientas de corte.
Los componentes de motores de turbina representan las aplicaciones de perforación más exigentes en la fabricación aeroespacial. Los álabes de turbina modernos incorporan complejos patrones de orificios de refrigeración (a menudo de 50 a 200 orificios por álabes), lo que requiere diámetros de entre 0,1 mm y 3 mm perforados en ángulos compuestos de entre 15° y 45° con respecto a las superficies de los álabes. Estos conductos de refrigeración mantienen las temperaturas de operación dentro de los límites metalúrgicos, lo que hace que la precisión de la posición de los orificios y la precisión angular sean parámetros de rendimiento cruciales.
Los sistemas de perforación de cinco ejes ejecutan estas operaciones mediante un movimiento coordinado que mantiene ángulos de aproximación óptimos, compensando al mismo tiempo la curvatura del perfil aerodinámico de la pala. La precisión de posicionamiento de ±0,005 mm garantiza la alineación de los orificios de refrigeración con la geometría de los conductos internos, mientras que el control angular evita que las posiciones de penetración se desvíen más allá de las especificaciones de ±0,5°. Los fabricantes que procesan superaleaciones de titanio y níquel logran tiempos de ciclo 60% más rápidos que con los métodos de electroerosión, manteniendo al mismo tiempo los estándares de calidad de los orificios que cumplen con las especificaciones de los fabricantes de equipos originales (OEM) y los requisitos reglamentarios de aeronavegabilidad.
Los pasajes aerodinámicos presentan una complejidad adicional debido a relaciones profundidad-diámetro superiores a 10:1 en geometrías de álabes confinadas. Las estrategias de taladrado avanzadas incorporan ciclos de taladrado por penetración, suministro de refrigerante a alta presión y monitorización del desgaste de la herramienta en tiempo real para mantener tolerancias de rectitud de los orificios dentro de 0,1 mm en profundidades de taladrado de 30 mm. La orientación de la plataforma de 5 ejes permite rutas óptimas de evacuación de virutas que evitan la acumulación de residuos, un factor crítico al taladrar las aleaciones de alta resistencia que se especifican en los diseños de motores de turbina modernos.
La producción de implantes ortopédicos exige operaciones de fresado biocompatibles que preserven la integridad de la superficie y logren geometrías complejas de canales de drenaje. Los implantes de cadera y rodilla incorporan patrones de fenestración diseñados para promover la osteointegración mediante vías de crecimiento óseo. Estos canales de drenaje requieren tolerancias de posicionamiento precisas de ±0,05 mm para mantener las características de distribución de la carga, verificadas mediante análisis de elementos finitos durante la validación del dispositivo.
Las plataformas de perforación de cinco ejes procesan aleaciones de titanio de grado médico (Ti-6Al-4V) y materiales de cobalto-cromo, manteniendo especificaciones de acabado superficial por debajo de Ra 0,8 μm, esenciales para la biocompatibilidad y la resistencia a la fatiga. posicionamiento multieje Elimina las concentraciones de tensión que se producen cuando las operaciones de perforación crean irregularidades en la superficie, reduciendo las operaciones de acabado secundario necesarias para alcanzar los estándares de calidad de superficie exigidos por la FDA.
La fabricación de instrumental quirúrgico extiende estos requisitos de precisión a las operaciones de perforación de diámetros más pequeños. Las herramientas endoscópicas, los rasuradores artroscópicos y los instrumentos microquirúrgicos requieren canales de trabajo de 0,5 mm a 5 mm de diámetro perforados a través de superficies curvas complejas. La libertad geométrica de los sistemas de 5 ejes permite ángulos de aproximación de la broca que mantienen una geometría de corte óptima en toda la longitud de la herramienta, evitando la degradación de la precisión del orificio que se produce cuando los equipos convencionales intentan perforar en ángulo a través de proyecciones extendidas de la herramienta.
Los conjuntos de bandejas de batería en plataformas de vehículos eléctricos incorporan amplios patrones de perforación de ventilación diseñados para gestionar las condiciones térmicas en los conjuntos de celdas de iones de litio. Estos sistemas de refrigeración requieren de 200 a 500 orificios de precisión por bandeja, perforados en ángulos específicos para optimizar la distribución del flujo de aire y mantener la integridad estructural en las extrusiones de aluminio de pared delgada. La precisión de posicionamiento de ±0,1 mm garantiza la correcta alineación de las ventilaciones con los conductos de gestión térmica, mientras que las especificaciones de calidad de los bordes de los orificios evitan la aparición de grietas en estructuras con cargas cíclicas.
Los componentes de la carcasa del motor eléctrico presentan requisitos de perforación similares, donde la integración del canal de refrigeración afecta la densidad de potencia y el rendimiento térmico. Los orificios de precisión, con un diámetro de entre 3 mm y 12 mm, deben alinearse con las interfaces externas del intercambiador de calor, evitando interferencias con los devanados electromagnéticos y las estructuras de soporte de los cojinetes. Las operaciones de perforación de cinco ejes completan estos patrones en configuraciones únicas que mantienen relaciones posicionales imposibles de lograr mediante secuencias de múltiples operaciones en equipos convencionales.
La fabricación de brocas de PDC (diamante policristalino compacto) representa una de las operaciones de perforación más exigentes técnicamente en la producción de equipos de extracción de petróleo. Estas estructuras de corte incorporan cortadores de PDC rectificados con precisión, montados en ángulos y posiciones específicos a lo largo de los cuerpos de la broca, diseñados para soportar condiciones extremas en el fondo del pozo. Los patrones de montaje de los orificios requieren una precisión de posicionamiento de ±0,025 mm para mantener las especificaciones de orientación de los cortadores, mientras que la calidad del orificio afecta directamente la integridad estructural bajo las condiciones de carga cíclica experimentadas durante las operaciones de perforación.
Las geometrías complejas de las brocas de aceite exigen tolerancias de menos de 10 micrones en los patrones de orificios que admiten boquillas de circulación de fluidos, puntos de montaje de almohadillas calibradoras e instalaciones de insertos de carburo. Sistemas de perforación láser de cinco ejes Estas características se procesan mediante operaciones híbridas que combinan la preperforación mecánica con el acabado láser para lograr especificaciones de acabado superficial inferiores a Ra 0,4 μm. La capacidad de posicionamiento preciso garantiza tolerancias de alineación de la boquilla que optimizan el rendimiento hidráulico durante toda la vida útil de la broca.
La producción de fresas de carburo requiere el taladrado preciso de canales de suministro de refrigerante que se extienden a través de los cuerpos de las herramientas hasta las posiciones de corte. Estos conductos internos, normalmente de 0,5 mm a 2 mm de diámetro, deben mantener tolerancias de rectitud de 0,05 mm en longitudes superiores a 50 mm para garantizar un flujo de refrigerante constante durante las operaciones de mecanizado a alta velocidad. Las plataformas de taladrado de cinco ejes orientan las herramientas para optimizar los puntos de entrada de la broca, a la vez que compensan las fuerzas de deflexión que, de otro modo, comprometerían la rectitud del orificio en equipos convencionales.
La fabricación de herramientas de corte de PCD (diamante policristalino) amplía los requisitos de precisión mediante operaciones de taladrado con materiales superduros. Los canales de evacuación de viruta en las plaquitas de PCD exigen técnicas de taladrado asistidas por láser que alcanzan relaciones profundidad-ancho de 100:1, manteniendo al mismo tiempo las especificaciones de calidad del filo que preservan el rendimiento de corte. La integración de sistemas láser de femtosegundos Con control de posicionamiento de 5 ejes permite estrategias de procesamiento imposibles mediante la perforación mecánica convencional, logrando geometrías de agujeros que optimizan las características de flujo de viruta en aplicaciones de mecanizado exigentes.
Las plataformas de perforación contemporáneas de 5 ejes integran tecnologías de proceso avanzadas que amplían las capacidades operativas más allá de la perforación mecánica convencional. Estas mejoras tecnológicas abordan desafíos específicos de fabricación, como el procesamiento de materiales superduros, los requisitos de precisión para perforaciones profundas y los protocolos de validación de calidad que garantizan un rendimiento constante en todos los volúmenes de producción.
Los sistemas láser de femtosegundos integrados en centros de mecanizado de 5 ejes revolucionan las operaciones de taladrado en materiales resistentes a los métodos de procesamiento convencionales. Estas plataformas láser ultrarrápidas ofrecen duraciones de pulso de cuatrillónes de segundo (10⁻¹⁵ segundos), eliminando material mediante procesos de ablación en frío que eliminan las zonas afectadas por el calor y las concentraciones de tensión mecánica. El resultado: operaciones de taladrado en PCD, PCBN, diamante CVD y compuestos cerámicos que alcanzan relaciones profundidad-ancho de 100:1 con una precisión posicional de ±3 μm.
Las ventajas técnicas se manifiestan mediante un suministro preciso de energía que vaporiza el material a escala atómica sin causar daño térmico al sustrato circundante. Al perforar orificios de refrigeración en componentes cerámicos de turbinas o crear canales de evacuación en insertos de corte de diamante, el procesamiento láser de femtosegundos conserva las propiedades del material en todo el perímetro del orificio, eliminando así las microfisuras y la formación de capas de refundición inherentes a los métodos convencionales de taladrado o electroerosión.
La arquitectura de integración combina sistemas de emisión de haz láser con control de movimiento de 5 ejes mediante protocolos de posicionamiento sincronizado. El punto focal del láser mantiene relaciones precisas con las superficies de la pieza durante el movimiento simultáneo de los ejes, compensando las variaciones del contorno de la superficie y preservando la geometría del foco del haz. Esta coordinación permite operaciones de taladrado que siguen trayectorias tridimensionales complejas, creando geometrías de orificios imposibles de lograr con enfoques convencionales de ángulo fijo.
El control del Punto Central de la Herramienta de Rotación (RTCP) es una función crucial para mantener la precisión de taladrado durante el movimiento simultáneo en varios ejes. Este avanzado algoritmo cinemático calcula la compensación posicional en tiempo real, manteniendo la punta de la herramienta o el punto focal del láser estacionarios respecto a la superficie de la pieza, incluso cuando los ejes de rotación cambian la orientación de la pieza durante las operaciones de taladrado.
La implementación técnica monitoriza las posiciones instantáneas en los cinco ejes, calculando relaciones geométricas que mantienen las coordenadas del punto central de la herramienta a pesar de la rotación de los ejes B y C. Al taladrar agujeros de ángulo compuesto donde la orientación de la pieza cambia durante la operación, la función RTCP conserva la precisión de la posición del agujero, que de otro modo se degradaría por el movimiento descompensado del eje. Las operaciones de fabricación logran una colocación angular del agujero con una precisión de ±10 segundos de arco, crucial para los patrones de agujeros de refrigeración de álabes de turbinas, donde la orientación de la línea central del agujero afecta directamente el rendimiento aerodinámico.
Las aplicaciones prácticas de taladrado demuestran las ventajas del RTCP al procesar superficies curvas o geometrías complejas que requieren cambios continuos de orientación de la broca. Los componentes esféricos, las formas toroidales y las superficies de forma libre se benefician del posicionamiento adaptativo de la herramienta, que mantiene una geometría de corte óptima durante todos los ciclos de taladrado. El resultado: consistencia en la calidad del agujero en toda la superficie de la pieza, en lugar de una degradación de la precisión en zonas donde los equipos convencionales comprometen los ángulos de aproximación de la broca.
La tecnología láser guiada por agua presenta capacidades revolucionarias para aplicaciones de microperforación de pozos profundos. Este avanzado proceso combina la energía láser con chorros de agua a alta presión que simultáneamente eliminan los residuos, extraen el calor residual y guían el haz láser a través de grandes profundidades de perforación. sistema láser guiado por agua Logra una precisión excepcional en materiales superduros, ofreciendo relaciones de profundidad a ancho de 100:1 con una precisión posicional de ±3 μm en todas las operaciones de perforación.
El mecanismo técnico dirige los pulsos láser a través de un chorro de agua laminar que mantiene la coherencia del haz a la vez que proporciona una evacuación continua de residuos. Entre pulsos láser, el chorro de agua elimina las partículas de material ablacionadas y disipa la energía térmica, factores cruciales al perforar materiales con baja conductividad térmica, como la cerámica y los compuestos de diamante. Los equipos de ingeniería observan ventanas de proceso más amplias para aplicaciones de microagujeros profundos, con características de perforación estables que se mantienen a lo largo de la profundidad del agujero, lo que provocaría fallos en la perforación mecánica convencional debido a la compactación de viruta o la deflexión de la herramienta.
La implementación práctica combina sistemas de suministro de agua con control de movimiento de precisión, sincronizando la temporización del pulso láser con la retroalimentación de la posición del eje. Las operaciones de perforación mantienen tasas de extracción de material constantes a lo largo de grandes profundidades, evitando la formación de conos y la variación del diámetro del orificio, típicas de la perforación profunda convencional. Las aplicaciones abarcan desde boquillas de inyectores de combustible que requieren orificios de 0,1 mm a 10 mm de profundidad, hasta conductos de refrigeración en componentes cerámicos donde el daño térmico debe mantenerse por debajo de umbrales mensurables.
Los sistemas de compensación de vibraciones en tiempo real monitorizan la dinámica de la máquina durante las operaciones de taladrado, implementando un control correctivo del movimiento que reduce los efectos de la deflexión de la herramienta. Los acelerómetros de alta frecuencia, ubicados en los componentes de la estructura de la máquina, detectan señales de vibración que indican la proximidad de vibraciones o fuerzas de corte excesivas. Los algoritmos de control avanzados procesan estas señales de los sensores, ajustando las velocidades de avance y del husillo en milisegundos para mantener condiciones de taladrado estables.
La implementación técnica emplea modelos predictivos que correlacionan los patrones de vibración con los resultados de calidad del agujero. Cuando los datos del sensor indican inestabilidad, el sistema de control modula los parámetros del proceso —reduciendo las velocidades de avance en 5-15% o ajustando la velocidad del husillo en 100-300 RPM— para restablecer las condiciones óptimas de corte. Las operaciones de fabricación logran una mejora de 35% en la circularidad del agujero gracias a estas estrategias adaptativas, con mediciones de ovalidad que se mantienen consistentemente por debajo de 0,003 mm, incluso al taladrar materiales difíciles o procesar estructuras de paredes delgadas propensas a la deflexión.
La monitorización de la deflexión de la herramienta amplía estas capacidades mediante la verificación continua de la posición. La medición comparativa entre las posiciones de la herramienta programadas y las coordenadas reales detectadas mediante sensores montados en la máquina revela las magnitudes de deflexión que afectan la precisión de la ubicación del orificio. Los algoritmos de compensación ajustan las trayectorias de la herramienta programadas en tiempo real, implementando valores de compensación que posicionan los filos de corte para alcanzar las coordenadas del orificio objetivo, a pesar de las fuerzas de deflexión que actúan sobre las proyecciones extendidas de la herramienta.
Los sistemas automatizados de verificación de sondas integrados en centros de taladrado de 5 ejes permiten una validación continua de la calidad sin desmontar componentes de las fijaciones de la máquina. Las sondas de activación por contacto o los sistemas de escaneo láser miden la posición de los orificios inmediatamente después de finalizar las operaciones de taladrado, comparando las coordenadas medidas con las especificaciones CAD para verificar la precisión posicional con tolerancias de 5 micras.
El protocolo de control de calidad establece una retroalimentación de bucle cerrado donde los datos de medición informan las operaciones posteriores. Cuando la verificación de la sonda detecta desviaciones de posición cercanas a los límites de tolerancia, el sistema de control implementa compensaciones correctivas para los patrones de agujeros restantes dentro de la misma pieza. Este enfoque adaptativo evita que los errores acumulativos se propaguen a través de las secuencias de taladrado, manteniendo relaciones posicionales consistentes entre agujeros en los componentes con cientos de características de precisión.
La integración del control estadístico de procesos captura datos de medición en todos los lotes de producción, analizando la precisión de la posición de los orificios e identificando desviaciones sistemáticas antes de que los componentes no conformes lleguen a la inspección final. Los ingenieros de fabricación acceden a paneles de control de calidad en tiempo real que muestran métricas de capacidad (valores Cpk) y alertan a los equipos de producción cuando las variaciones del proceso tienden a alcanzar los límites de especificación. Esta gestión proactiva de la calidad reduce las tasas de rechazo entre un 40 y un 601 TP3T en comparación con los métodos de inspección posproceso, donde las características no conformes requieren costosas reparaciones o el rechazo de componentes.
La completa gama de plataformas de taladrado de 5 ejes de OPMT Laser satisface diversas necesidades de fabricación mediante configuraciones optimizadas para cada aplicación que equilibran la precisión, el rendimiento de producción y el coste total de propiedad. Las siguientes especificaciones del sistema detallan las capacidades técnicas de los centros de mecanizado verticales, las plataformas híbridas láser-mecánicas y los revolucionarios sistemas de taladrado láser guiados por agua, diseñados para el procesamiento de materiales superduros.
El Luz 5X 40V Representa la plataforma de taladrado de precisión de OPMT, optimizada para la fabricación de herramientas de corte y aplicaciones de componentes pequeños de alta precisión. El sistema ofrece un área de trabajo de 400 mm × 250 mm × 300 mm con interfaz de husillo HSK-A63, lo que proporciona la rigidez y precisión necesarias para operaciones de microtaladrado en herramientas de diamante PCD, PCBN y CVD.
Las especificaciones técnicas establecen parámetros de rendimiento para la perforación de precisión. La precisión de posicionamiento del eje lineal alcanza una repetibilidad de ±0,005 mm en los recorridos X, Y y Z, mientras que la rotación del eje B (de -120° a 0°) y la rotación continua del eje C (360°) proporcionan un acceso angular completo para la perforación de ángulos compuestos. Las velocidades de desplazamiento rápido, que alcanzan los 30 m/min, minimizan el tiempo sin corte, mientras que las velocidades de avance de corte de hasta 20 m/min optimizan la extracción de material en aplicaciones exigentes.
El sistema láser de femtosegundo integrado permite taladrar materiales superduros con precisiones de procesamiento de hasta 0,003 mm. La anchura de pulso láser, medida en nanosegundos, proporciona una deposición de energía precisa que elimina el material mediante ablación en frío, eliminando las zonas afectadas por el calor que comprometen las propiedades mecánicas. Sus aplicaciones abarcan la fabricación de herramientas de precisión, incluyendo orificios de refrigeración para fresas de extremo, rompevirutas de plaquitas de PCD y conductos de refrigeración para componentes cerámicos.
La mesa giratoria del eje C admite componentes de hasta 10 kg, con diámetros de herramienta de hasta 200 mm para aplicaciones especializadas. La interfaz HSK-A63 proporciona la rigidez necesaria para el montaje de la herramienta, esencial para mantener la calidad del agujero durante operaciones de taladrado a alta velocidad, mientras que los motores de accionamiento directo de los ejes B y C eliminan el juego que, de otro modo, comprometería la precisión del posicionamiento angular.
La plataforma 563V adapta las capacidades de taladrado a los requisitos de fabricación de componentes de gran tamaño, ofreciendo recorridos de eje de 700 mm × 780 mm × 550 mm con una capacidad de mesa de 800 kg. Esta configuración se adapta al taladrado de componentes estructurales aeroespaciales, el procesamiento de bandejas de baterías de automóviles y la fabricación de equipos de perforación petrolera, donde el tamaño de los componentes supera la capacidad de los centros de mecanizado pequeños.

La arquitectura de accionamiento directo del eje de CA distingue al 563V de las plataformas de la competencia. Ambos ejes rotativos emplean tecnología de motor de par que elimina los componentes de transmisión mecánica: ninguna caja de engranajes, correas ni acoplamientos introduce holgura ni flexibilidad en el sistema de posicionamiento rotacional. El resultado técnico: precisión de posicionamiento de ±10 arcosegundos con repetibilidad de ±5 arcosegundos en todo el rango del eje B (-120° a +30°) y rotación continua del eje C.
Las especificaciones de los ejes lineales reflejan los estándares de rendimiento establecidos en la cartera de centros de mecanizado verticales de OPMT. La precisión de posicionamiento de ±0,005 mm se combina con una repetibilidad de ±0,003 mm, mientras que las velocidades de avance rápido, que alcanzan los 48 m/min, reducen los tiempos de ciclo para componentes con patrones de agujeros extensos distribuidos en amplios entornos de trabajo. La estructura de viga móvil tipo pórtico mantiene la rigidez durante todo el recorrido del eje Y, evitando la deflexión de la viga que compromete la precisión de la posición de los agujeros en arquitecturas de máquinas de tipo cantilever.
La flexibilidad en la operación de taladrado se extiende gracias al almacén de herramientas de 30 posiciones, compatible con herramientas de corte de hasta 6 kg de peso individual y 300 mm de longitud máxima. El cambio automático de herramientas se ejecuta en menos de 8 segundos, lo que minimiza el tiempo improductivo que se acumula al usar componentes que requieren brocas de distintos tamaños. La configuración del almacén tipo paraguas protege las herramientas contra la contaminación por refrigerante y proporciona un acceso rápido durante las secuencias de taladrado.
El WJC532V presenta capacidades revolucionarias de perforación para aplicaciones en materiales superduros mediante tecnología láser guiada por agua. Esta plataforma avanzada combina la energía láser con chorros de agua a alta presión que simultáneamente eliminan residuos, extraen energía térmica y guían el haz láser a través de amplias profundidades de perforación. El resultado técnico: operaciones de perforación que alcanzan relaciones profundidad-ancho de 100:1 con una precisión posicional de ±3 μm en materiales como compuestos cerámicos, PCD y diamante CVD.
La tecnología de fibra de haz de agua constituye la innovación clave que distingue a este sistema de las plataformas de perforación láser convencionales. Los chorros de agua a alta presión, moldeados con precisión mediante geometrías de boquilla especializadas, mantienen características de flujo laminar que preservan la coherencia del haz láser durante las operaciones de perforación. El agua cumple simultáneamente múltiples funciones del proceso: enfriar la zona de ablación para prevenir daños térmicos, eliminar partículas de escombros del sitio de perforación y guiar los pulsos láser subsiguientes a lo largo de la trayectoria establecida del pozo.
Las especificaciones de rendimiento demuestran capacidades imposibles de alcanzar con métodos de perforación mecánica. Las operaciones de perforación en componentes cerámicos de turbinas logran una rectitud de orificio de 0,1 mm a profundidades de 30 mm, manteniendo una precisión que la perforación convencional no puede lograr de forma fiable en materiales frágiles propensos a fracturarse bajo tensión mecánica. Las especificaciones de calidad superficial inferiores a Ra 0,4 μm eliminan las operaciones de acabado secundario, mientras que la ausencia de fuerzas mecánicas en la herramienta permite la perforación en estructuras de paredes delgadas que se deformarían o fracturarían bajo cargas de corte convencionales.
Las aplicaciones abarcan recubrimientos de barrera térmica aeroespacial, implantes cerámicos médicos, procesamiento de obleas de semiconductores y fabricación de herramientas de corte de precisión. Su versatilidad se extiende a diversos tipos de materiales: cerámica de óxido de aluminio, biocerámica de zirconio, compuestos de carburo de silicio y herramientas de diamante policristalino, todos ellos procesados con éxito en la misma plataforma de máquina mediante la optimización de parámetros, en lugar de requisitos de herramientas especializadas.
La estrategia de taladrado híbrido de OPMT combina el pretaladrado mecánico con operaciones de acabado láser para optimizar la productividad y la calidad superficial. Este enfoque integrado aprovecha la eficiencia de eliminación de material del taladrado de carburo para la creación de orificios de gran volumen, seguido del procesamiento láser que logra una precisión dimensional final y especificaciones de acabado superficial imposibles de lograr únicamente con métodos mecánicos.
El flujo de trabajo técnico ejecuta la perforación mecánica hasta alcanzar dimensiones finales de orificio de 90-95%, estableciendo la geometría básica del orificio a la vez que se elimina la mayor parte del material a altas velocidades de avance. El acabado láser posterior elimina la envoltura de material restante (normalmente de 0,05 mm a 0,15 mm radialmente) mediante ablación controlada, lo que permite obtener un acabado superficial inferior a Ra 0,2 μm. Este enfoque de dos etapas combina la productividad de la perforación mecánica (medida en mm³/min) con la precisión láser (medida en micras), ofreciendo la eficiencia económica de la perforación convencional con los resultados de calidad asociados al procesamiento láser avanzado.
Las aplicaciones demuestran un valor especial al taladrar materiales difíciles, como aleaciones de titanio, superaleaciones de Inconel y compuestos de matriz cerámica. El pretaladrado mecánico elimina el material a granel de forma eficiente incluso en condiciones de corte exigentes, mientras que el acabado láser elimina la formación de rebabas, las capas de refundición y las irregularidades superficiales que comprometen la calidad del orificio durante el taladrado mecánico a gran profundidad. La estrategia híbrida reduce el tiempo total de procesamiento en un 30-40% en comparación con los métodos basados únicamente en láser, manteniendo al mismo tiempo las especificaciones de precisión requeridas para aplicaciones aeroespaciales y de dispositivos médicos.
Los equipos de ingeniería de OPMT personalizan plataformas estándar para satisfacer las necesidades específicas de cada industria. Los fabricantes de equipos de perforación petrolera reciben configuraciones de sistemas que incorporan accesorios especializados para cuerpos de brocas PDC, sistemas de carga automatizados para producción de alto volumen y protocolos de inspección que verifican la posición de los pozos según las especificaciones API. Las aplicaciones aeroespaciales integran protocolos de medición de coordenadas, sistemas de trazabilidad de lotes y paquetes de documentación que cumplen con los requisitos de gestión de calidad de la norma AS9100.
Las configuraciones de dispositivos médicos enfatizan los protocolos de procesamiento biocompatibles que incluyen recintos compatibles con salas blancas, procedimientos de limpieza validados y sistemas de trazabilidad de materiales requeridos para los registros de fabricación de dispositivos médicos de la FDA. Sistemas de producción de automóviles Incorporar automatización de alto volumen que incluya carga robótica, posicionamiento guiado por visión e integración de control de procesos estadísticos que mantenga métricas de capacidad en ejecuciones de producción de millones de componentes.
Las especificaciones de rendimiento cuantificables establecen la base técnica para evaluar los sistemas de perforación de 5 ejes según los requisitos de fabricación. Las siguientes métricas definen la precisión de posicionamiento, la capacidad de velocidad, la versatilidad del material, la calidad del orificio y las mejoras en la eficiencia de producción que justifican las decisiones de inversión de capital para operaciones de perforación de precisión.
La precisión del posicionamiento de los ejes lineales en los recorridos X, Y y Z representa la especificación fundamental que rige la precisión de la ubicación de los orificios. Las plataformas de perforación OPMT de 5 ejes alcanzan una repetibilidad de ±0,005 mm mediante sistemas de posicionamiento de bucle cerrado integrados. Las reglas lineales de vidrio Heidenhain, configuración estándar en toda la gama de productos, proporcionan información de posición en tiempo real con una resolución de 1 micrón, lo que permite que los algoritmos de servocontrol compensen la expansión térmica, la deflexión mecánica y los errores de posicionamiento inherentes a los sistemas de transmisión de husillos de bolas.
Las especificaciones de posicionamiento del eje rotatorio determinan la precisión angular para operaciones de taladrado con ángulo compuesto. Las tolerancias de posicionamiento de los ejes B y C de ±10 segundos de arco se traducen en errores de posición lineal inferiores a 0,005 mm a distancias de trabajo típicas desde los centros de rotación. Esta precisión angular garantiza que los ángulos de aproximación de la perforación se mantengan dentro de las especificaciones que afectan la perpendicularidad del orificio y la alineación de la línea central, parámetros cruciales al taladrar orificios intersecantes o crear características precisas de ángulo compuesto.
Las especificaciones de repetibilidad diferencian la variación aleatoria del posicionamiento de los errores sistemáticos de precisión. Los sistemas OPMT demuestran una repetibilidad de ±0,003 mm en los ejes lineales, lo que indica un retorno constante a las posiciones programadas a pesar de las variaciones de temperatura, las condiciones de carga del eje y el tiempo de operación acumulado. Esta consistencia en la repetibilidad permite el control estadístico del proceso, donde las distribuciones de la posición de los orificios se mantienen centradas dentro de los límites de tolerancia, maximizando el rendimiento de la producción y minimizando los requisitos de inspección.
Las velocidades de desplazamiento rápido establecen una productividad base mediante la optimización del movimiento sin corte. Las velocidades de eje de 30 a 48 m/min minimizan el tiempo acumulado de posicionamiento entre las ubicaciones de los orificios, reduciendo los tiempos de ciclo proporcionalmente a la densidad del patrón de orificios. En componentes con más de 100 orificios distribuidos en áreas de 500 mm × 500 mm, la optimización del desplazamiento rápido reduce el tiempo total de ciclo entre 15 y 251 TP3T en comparación con los sistemas que operan a velocidades convencionales de 24 m/min.
Los avances de corte equilibran la eficiencia de extracción de material con los requisitos de calidad del agujero. Las velocidades óptimas de taladrado oscilan entre 5 y 20 m/min, dependiendo de la dureza del material, el diámetro del agujero y las especificaciones de acabado superficial. El control de avance adaptativo ajusta las velocidades de corte en tiempo real basándose en las mediciones de fuerza de corte, manteniendo condiciones óptimas de carga de viruta durante las operaciones de taladrado. Esta optimización dinámica prolonga la vida útil de la herramienta en 25-40%, a la vez que evita la degradación de la calidad del agujero que se produce cuando los avances fijos se encuentran con variaciones en la dureza del material o condiciones de corte interrumpidas.
Los tiempos de ciclo de cambio de herramienta afectan la eficiencia general del equipo en aplicaciones que requieren brocas de múltiples tamaños. Los cambios de herramienta en ocho segundos permiten un procesamiento eficiente de componentes con diversos diámetros de agujero, mientras que la capacidad del almacén para 30 herramientas elimina las intervenciones manuales de carga de herramientas que, de otro modo, interrumpirían el flujo de producción. El ahorro de tiempo acumulado se acumula en todos los volúmenes de producción, reduciendo la sobrecarga de cambio de herramienta de 20% del tiempo total del ciclo a menos de 5% en operaciones de taladrado de múltiples diámetros.
Las capacidades de taladrado de materiales superduros distinguen a las plataformas avanzadas de 5 ejes de los centros de mecanizado convencionales. El éxito de las operaciones de taladrado en materiales de diamante PCD (compacto de diamante policristalino), PCBN (nitruro de boro cúbico policristalino) y CVD (deposición química de vapor) requiere un procesamiento asistido por láser que elimina el desgaste mecánico de la herramienta y las limitaciones de la fuerza de corte. Los sistemas OPMT procesan estos materiales rutinariamente, logrando diámetros de agujero de 0,1 mm a 5 mm con relaciones profundidad-diámetro superiores a 10:1.
El procesamiento de aleaciones aeroespaciales amplía las capacidades de mecanizado de titanio (Ti-6Al-4V), superaleaciones a base de níquel (Inconel 718, Inconel 625) y compuestos de aluminio-litio. Estos materiales, difíciles de mecanizar, exigen parámetros de corte optimizados, como geometrías de herramientas especializadas, suministro de refrigerante a alta presión y ciclos de taladrado por penetración que controlan la formación de viruta. Las plataformas de taladrado de cinco ejes mantienen especificaciones de calidad de orificio, como precisión de posición de ±0,01 mm, perpendicularidad de ±0,005 mm y acabado superficial inferior a Ra 0,8 μm en estas exigentes categorías de materiales.
La perforación de compuestos cerámicos representa el desafío más exigente en el procesamiento de materiales. Las biocerámicas de zirconio, los compuestos de carburo de silicio y las cerámicas estructurales de óxido de aluminio presentan una fragilidad que provoca fracturas catastróficas bajo fuerzas mecánicas de perforación excesivas. La perforación láser guiada por agua elimina la concentración de tensiones mecánicas, lo que permite perforar con precisión componentes cerámicos sin las microfisuras que comprometen la integridad estructural. Sus aplicaciones abarcan implantes médicos, equipos de procesamiento de semiconductores y componentes cerámicos de turbinas en sistemas de propulsión aeroespacial.
Las especificaciones de tolerancia de circularidad cuantifican la redondez del orificio: la variación dimensional entre los diámetros máximo y mínimo medidos en cualquier sección transversal. Las operaciones de taladrado de cinco ejes logran una circularidad de 0,003 mm gracias a la construcción rígida de la máquina, rodamientos de husillo de precisión y un control de proceso adaptativo que minimiza los efectos de la vibración. Esta consistencia dimensional resulta crucial para instalaciones de rodamientos a presión, alineaciones precisas de pasadores e interfaces de sellado de fluidos, donde las condiciones de ovalidad causan problemas de ensamblaje o fallos operativos.
La tolerancia de perpendicularidad define la relación angular entre las líneas centrales de los orificios y las superficies de referencia. Los sistemas de perforación OPMT mantienen una perpendicularidad de ±0,005 mm, medida en orificios de 25 mm de profundidad, lo que garantiza el correcto ensamblaje y funcionamiento de los componentes en aplicaciones donde las desviaciones angulares afectan el rendimiento. Los orificios de refrigeración de álabes de turbinas, los canales de drenaje de implantes médicos y las aplicaciones de herramientas de precisión requieren una perpendicularidad que los equipos de perforación convencionales no pueden alcanzar con fiabilidad en volúmenes de producción.
Las especificaciones de acabado superficial determinan la calidad de la pared del orificio mediante mediciones de Ra (rugosidad promedio). Las operaciones de taladrado mecánico suelen alcanzar una Ra de 0,8 a 1,6 μm, dependiendo de las propiedades del material y los parámetros de corte. Los procesos de acabado láser reducen la rugosidad superficial a Ra de 0,2 a 0,4 μm, eliminando a la vez rebabas, capas de refundición y microfisuras que comprometen la resistencia a la fatiga y la corrosión. Tanto las aplicaciones de dispositivos médicos como los componentes estructurales aeroespaciales se benefician de una mejor integridad superficial que prolonga la vida útil de los componentes.
La comparación directa de costos con la perforación por electroerosión (EDM) cuantifica las ventajas económicas. Las operaciones de perforación mecánica y láser de cinco ejes logran una reducción de costos por orificio con el 60% gracias a la eliminación de la fabricación de electrodos consumibles, la reducción del tiempo de procesamiento y el menor consumo de energía. Las mejoras en el tiempo de ciclo del 200% permiten duplicar la productividad dentro de las instalaciones existentes, mientras que los requisitos de mantenimiento disminuyen gracias a la eliminación del desgaste de los electrodos de EDM y la gestión del fluido dieléctrico.
Las especificaciones de consumo energético demuestran ventajas en los costos operativos. Los centros de perforación OPMT de 5 ejes consumen 22 kWh por turno de 8 horas, en comparación con los 35 kWh de una capacidad de electroerosión equivalente. La reducción de energía del 37% se refleja en los volúmenes de producción anuales, lo que genera ahorros mensurables en costos de servicios públicos y apoya las iniciativas de sostenibilidad corporativa. Entre los beneficios ambientales adicionales se incluyen la eliminación de la eliminación de fluido dieléctrico, la reducción del consumo de fluido de corte y la disminución de la generación de desechos gracias a una mejor calidad de la primera pasada.
La optimización de la vida útil de las herramientas contribuye a la reducción continua de costos gracias a la disminución de los gastos en consumibles. La geometría de corte optimizada, el control de avance adaptativo y el suministro de refrigerante a alta presión prolongan la vida útil de las brocas de carburo en un 25-40% en comparación con las operaciones de taladrado convencionales. Estas mejoras en la longevidad reducen los costos de adquisición de herramientas, minimizan las intervenciones para su cambio y disminuyen el tiempo de inactividad acumulado asociado con las actividades de reemplazo de herramientas en entornos de producción de alto volumen.
Las decisiones estratégicas sobre equipos de capital requieren un análisis exhaustivo del costo total de propiedad, los requisitos de implementación y el retorno de la inversión proyectado para los volúmenes de producción previstos. El siguiente marco establece los criterios de evaluación financiera, las consideraciones de integración de las instalaciones y los requisitos de soporte operativo que las empresas manufactureras evalúan al implementar sistemas de perforación de 5 ejes.
La inversión inicial de capital para centros de taladrado de 5 ejes oscila entre $250,000 y $850,000, según la configuración de la máquina, la integración de la automatización y los requisitos de personalización específicos de la aplicación. Este coste del equipo establece la base para los cálculos del retorno de la inversión (ROI), que comparan los gastos de adquisición con las reducciones de costes operativos y las mejoras de productividad obtenidas mediante la implementación.
El modelado de reducción de costos operativos proyecta una disminución del costo total de fabricación 22-28% en tres años para organizaciones que procesan más de 10,000 componentes anuales. El ahorro se debe a múltiples factores: menor mano de obra de configuración mediante operaciones de taladrado de una sola configuración, menor tasa de desperdicios gracias a una mejor calidad de la primera pasada, menor consumo de herramientas gracias a la optimización de los parámetros de corte y minimización de los gastos de retrabajo gracias a la precisión en la colocación de los orificios. Las organizaciones documentan periodos de recuperación de la inversión que oscilan entre 18 y 36 meses, dependiendo del volumen de producción, la complejidad de los componentes y la eficiencia de fabricación base antes de la implementación.
Las mejoras de productividad se traducen directamente en una expansión de la capacidad de ingresos. Las instalaciones que implementan Centros de mecanizado CNC de 5 ejes Para operaciones de perforación, se logra una reducción del tiempo de ciclo de 40-70% en componentes complejos, lo que permite aumentar el volumen de producción sin necesidad de ampliar las instalaciones ni aumentar el personal. Esta mejora del rendimiento impulsa las iniciativas de crecimiento empresarial, la respuesta competitiva al aumento de la demanda y las oportunidades de captación de cuota de mercado imposibles con las limitaciones de capacidad existentes.
La integración del software de fabricación asistida por computadora (CAM) establece el flujo de trabajo digital que conecta el diseño de componentes con la ejecución del mecanizado. Las plataformas CAM actuales, como Mastercam, Siemens NX y Dassault CATIA, ofrecen módulos nativos de taladrado de 5 ejes que generan trayectorias de herramienta optimizadas a partir de modelos CAD. El flujo de trabajo de programación permite a los equipos de ingeniería simular operaciones de taladrado, verificar la prevención de colisiones y validar las posiciones de los agujeros antes de enviar los programas a los equipos de producción.
La generación automatizada de trayectorias de herramientas reduce el tiempo de programación entre un 60% y un 75% en comparación con el desarrollo manual de código G. Los sistemas CAM reconocen las características de los agujeros en los modelos CAD, seleccionando automáticamente los tamaños de broca adecuados, calculando los ángulos de aproximación y generando comandos de movimiento que optimizan el tiempo de ciclo, manteniendo al mismo tiempo las especificaciones de calidad. Esta automatización democratiza la programación de 5 ejes, eliminando la barrera de la especialización que anteriormente limitaba la adopción de 5 ejes a organizaciones con programadores CNC experimentados.
Los requisitos de capacitación para la transición de sistemas de 3 ejes a 5 ejes resultan menos exigentes de lo que se creía históricamente. Los operadores familiarizados con el mecanizado CNC convencional suelen lograr operaciones productivas en 5 ejes en 2-3 semanas mediante programas de capacitación estructurados. OPMT ofrece capacitación integral para operadores que abarca la configuración de la máquina, la carga de programas, la gestión de herramientas y los protocolos de verificación de calidad. La capacitación avanzada adicional aborda la programación CAM, la optimización de procesos y los procedimientos de resolución de problemas que maximizan el uso del equipo.
La distribución del espacio en planta se adapta al espacio ocupado por la máquina y a los espacios libres de acceso para la carga de herramientas, la manipulación de piezas y las actividades de mantenimiento. Las plataformas de taladrado OPMT de 5 ejes estándar requieren entre 15 y 25 m², según la configuración del modelo, con área adicional para sistemas de recolección de virutas, depósitos de refrigerante y equipos auxiliares. La optimización del diseño de las instalaciones considera los patrones de flujo de materiales, la proximidad de las estaciones de inspección de calidad y la integración con las operaciones de fabricación anteriores y posteriores.
Las especificaciones de suministro de aire comprimido establecen los requisitos del sistema neumático para el cambio automatizado de herramientas, la sujeción de piezas y la evacuación de virutas. Los sistemas requieren una presión de suministro de 0,7 MPa con caudales de 300 a 500 litros por minuto, según el modelo de la máquina y el nivel de automatización. Las especificaciones de calidad del aire exigen una filtración de 5 micras con un punto de rocío inferior a -20 °C para evitar la condensación de humedad que compromete la fiabilidad de los componentes neumáticos.
Los requisitos de capacidad eléctrica abarcan el consumo de energía de las máquinas herramienta, además de los sistemas auxiliares, como las bombas de refrigerante, los transportadores de virutas y la iluminación de las instalaciones. Las instalaciones estándar requieren un suministro eléctrico trifásico de 23 kVA a 380 V ±101 TP3T con conexión a tierra que cumpla con los códigos eléctricos locales. Las consideraciones de calidad de la energía abordan la estabilidad del voltaje, los límites de distorsión armónica y la protección contra sobretensiones para garantizar un rendimiento constante de la máquina y proteger los componentes electrónicos de control sensibles.
La verificación por interferómetro láser establece los parámetros de referencia de precisión de la máquina mediante pruebas de posición exhaustivas en todos los ejes. Estos sistemas de medición de precisión, con una precisión de ±0,5 micras, comparan las posiciones reales de la máquina con las coordenadas predefinidas, cuantificando los errores de posicionamiento que afectan la precisión de la ubicación de los orificios. Las pruebas de aceptación iniciales documentan las capacidades de la máquina, mientras que la reverificación anual detecta la degradación de la precisión que requiere ajustes mecánicos o la sustitución de componentes.
Los protocolos de prueba de ballbar evalúan el rendimiento de la máquina durante el movimiento simultáneo multiaxial, el modo operativo más relevante para operaciones de perforación de 5 ejes. El sistema de medición de ballbar detecta errores geométricos, como la perpendicularidad de los ejes, picos de inversión y desajuste del servomotor, que degradan la calidad del orificio durante la perforación de ángulo compuesto. Las pruebas regulares de ballbar (con intervalos trimestrales recomendados) identifican problemas emergentes antes de que afecten la calidad de la producción, lo que permite un mantenimiento proactivo que evita la costosa generación de desechos.
Los programas de mantenimiento preventivo optimizan la fiabilidad de los equipos mediante inspecciones y servicios sistemáticos. Las revisiones diarias del operador verifican los niveles de refrigerante, el funcionamiento del sistema de lubricación y la presión de aire adecuada. El mantenimiento semanal incluye la limpieza del husillo, la lubricación de las guías y la inspección del transportador de virutas. Los intervalos de mantenimiento trimestrales abarcan la inspección del husillo de bolas, la evaluación del estado de los rieles guía y la recalibración de precisión. Los programas de mantenimiento OPMT proporcionan listas de verificación detalladas, especificaciones de piezas de repuesto y soporte técnico que maximizan el tiempo de funcionamiento de la máquina durante varios años de vida útil.
Los servicios de puesta en marcha de la instalación garantizan la correcta configuración de la máquina mediante la verificación sistemática del ensamblaje mecánico, las conexiones eléctricas y la configuración del sistema de control. Los ingenieros de servicio de campo de OPMT realizan pruebas completas de la máquina, incluyendo la calibración de ejes, la verificación del husillo y la validación del posicionamiento del eje rotatorio. El proceso de puesta en marcha suele requerir de 3 a 5 días de trabajo in situ y concluye con una prueba de aceptación formal que documenta el rendimiento de la máquina según las especificaciones publicadas.
Los programas de capacitación para operadores transmiten conocimientos esenciales para el uso productivo de las máquinas. La capacitación estándar tiene una duración de 5 días y abarca los procedimientos de arranque de la máquina, la carga y ejecución de programas, los protocolos de gestión de herramientas, los métodos de configuración de piezas y la resolución de problemas básicos. Las opciones de capacitación avanzada abordan la programación CAM, las estrategias de optimización de procesos y las técnicas de verificación de calidad. La capacitación se imparte en las instalaciones de OPMT o en las instalaciones del cliente, según la logística del proyecto y el tamaño del grupo de capacitación.
El soporte técnico continuo garantiza la continuidad de la producción mediante la resolución rápida de problemas. La infraestructura de soporte de OPMT incluye asistencia telefónica en horario laboral, diagnóstico remoto para la resolución de problemas del sistema de control y un rápido suministro de piezas, lo que garantiza la disponibilidad de componentes de repuesto en un plazo de 48 a 72 horas. Los contratos de servicio anuales ofrecen visitas de mantenimiento preventivo, acceso prioritario a repuestos y una garantía integral que protege las inversiones en equipos durante períodos operativos de varios años.
Los centros de mecanizado CNC de 5 ejes para taladrado** transforman radicalmente las operaciones de taladrado de precisión gracias a la libertad geométrica, la precisión de posicionamiento y la integración de procesos que los equipos de taladrado convencionales no pueden igualar. Las empresas manufactureras que procesan componentes de turbinas aeroespaciales, implantes de dispositivos médicos, sistemas de vehículos eléctricos para automóviles, equipos de perforación petrolera y herramientas de corte de precisión obtienen beneficios mensurables, como la reducción del tiempo de ciclo (40-70%), la mejora de la precisión posicional (68%) y el ahorro de costes (60%) en comparación con métodos de taladrado alternativos.
Las capacidades técnicas van más allá de las simples mejoras de productividad. Las operaciones de taladrado con una sola configuración eliminan los errores de tolerancia acumulados que comprometen el ajuste del conjunto y el funcionamiento del componente. El acceso al taladrado con ángulo compuesto permite una optimización del diseño imposible dentro de las limitaciones de fabricación convencionales. El taladrado asistido por láser en materiales superduros abre la puerta a aplicaciones que antes se consideraban económicamente imprácticas o técnicamente imposibles.
La completa cartera de soluciones de taladrado de OPMT aborda diversas necesidades de fabricación mediante plataformas optimizadas para cada aplicación. El Light 5X 40V ofrece capacidades de fabricación de herramientas de precisión con integración de láser de femtosegundo. El 563V amplía la capacidad a componentes aeroespaciales y automotrices de gran tamaño que requieren patrones de agujeros extensos en amplios entornos de trabajo. El revolucionario WJC532V introduce la tecnología láser guiada por agua que alcanza relaciones profundidad-anchura de 100:1 en compuestos cerámicos y materiales de diamante policristalino.
El éxito de la implementación requiere una evaluación sistemática de los requisitos de las instalaciones, las capacidades de programación y la infraestructura de soporte operativo. Las organizaciones que realizan un análisis integral del costo total —que incorpora costos de adquisición, mejoras de productividad y calidad, y ahorros operativos— documentan consistentemente el retorno de la inversión (ROI) en un plazo de 18 a 36 meses en aplicaciones de perforación de alto volumen.
Los tomadores de decisiones de fabricación que evalúan soluciones de perforación de precisión deben priorizar las demostraciones de equipos que procesan materiales de componentes representativos, la evaluación integral de la capacidad de programación y los debates detallados de los requisitos de personalización específicos de la aplicación. Contacto OPMT Laser para programar consultas técnicas, recorridos por las instalaciones y pruebas de validación de procesos que demuestren capacidades de perforación de 5 ejes relevantes para desafíos de fabricación específicos.
Los centros de mecanizado CNC de cinco ejes ofrecen ventajas transformadoras para operaciones de taladrado de precisión mediante el control simultáneo de movimiento multieje, que elimina las limitaciones fundamentales de los equipos convencionales de 3 ejes. La principal ventaja reside en la capacidad de taladrado de ángulo compuesto con una sola configuración: los sistemas de 5 ejes completan todas las operaciones de taladrado sin reposicionar la pieza, eliminando así los errores de tolerancia acumulados que se producen al transferir componentes entre múltiples utillajes.
Este método de taladrado con un solo punto de referencia reduce los errores de manipulación de la pieza en 68%, manteniendo superficies de referencia uniformes en todas las operaciones. Los componentes complejos que requieren orificios en diferentes ángulos (álabes de turbinas aeroespaciales con conductos de refrigeración, implantes médicos con canales de drenaje, bandejas de baterías de automóviles con patrones de ventilación) se procesan en ciclos de mecanizado continuos en lugar de secuencias multioperación que consumen de 2 a 4 horas solo en tiempo de preparación.
Las capacidades de acceso angular permiten una perforación con ángulos compuestos reales, donde las líneas centrales de los orificios intersecan las superficies de la pieza con orientaciones no perpendiculares precisas. El control del eje de rotación (eje B de -120° a +30°, eje C de 360°) posiciona los husillos de perforación de forma óptima para cada orificio, independientemente del ángulo de la superficie, logrando tolerancias de perpendicularidad de ±0,005 mm, medidas a profundidades de 25 mm. Los equipos tradicionales de 3 ejes requieren sistemas de fijación complejos para presentar las superficies perpendiculares a la aproximación de la broca; cada fijación introduce errores de posicionamiento que reducen la precisión del orificio final.
La capacidad de perforar orificios de intersección en ángulos precisos resulta especialmente valiosa para la fabricación de colectores de fluidos, la producción de componentes hidráulicos y la fabricación de sistemas de refrigeración. El posicionamiento en cinco ejes mantiene tolerancias de alineación de la línea central imposibles de lograr con métodos basados en accesorios, lo que garantiza características de flujo y una distribución de presión adecuadas en todos los sistemas ensamblados.
Los centros de mecanizado avanzados de 5 ejes, equipados con sistemas de procesamiento láser integrados, perforan con éxito agujeros de precisión en materiales superduros, como PCD (diamante compacto policristalino), PCBN (nitruro de boro cúbico policristalino), diamante CVD (deposición química de vapor) y compuestos cerámicos. Estos materiales, caracterizados por una dureza extrema que supera las capacidades de las herramientas de corte convencionales, requieren técnicas de taladrado asistidas por láser que eliminan el desgaste mecánico de la herramienta y las limitaciones de la fuerza de corte inherentes a los métodos de taladrado tradicionales.
Sistemas láser de femtosegundos Integrados en plataformas de 5 ejes, ofrecen pulsos de duración ultracorta (10⁻¹⁵ segundos) que eliminan material mediante procesos de ablación en frío. Este avanzado mecanismo vaporiza el material del sustrato a escala atómica sin transferir energía térmica a las regiones circundantes, eliminando así las zonas afectadas por el calor y las microfisuras que comprometen la integridad estructural al procesar materiales frágiles. El resultado técnico: operaciones de perforación de precisión que alcanzan una precisión posicional de ±3 μm, manteniendo las propiedades del material en todo el perímetro del orificio.
La tecnología láser guiada por agua amplía estas capacidades mediante estrategias revolucionarias de gestión de residuos y control térmico. Los chorros de agua a alta presión, moldeados mediante geometrías de boquilla especializadas, guían simultáneamente la energía láser, eliminan las partículas extraídas y extraen el calor residual durante las operaciones de perforación. Este enfoque integrado logra relaciones profundidad-ancho excepcionales de 100:1, manteniendo una precisión posicional de ±3 μm en materiales que se fracturarían bajo fuerzas de perforación mecánicas convencionales.
Las estrategias de taladrado híbrido combinan la eficiencia del pretaladrado mecánico con la precisión del acabado láser para optimizar la productividad y la calidad de la superficie. Las brocas de carburo eliminan material a granel hasta 90-95% de dimensiones finales, seguido del procesamiento láser que logra especificaciones de acabado superficial por debajo de Ra 0,2 μm. Este enfoque de dos etapas ofrece la eficiencia económica del taladrado mecánico con los resultados de calidad asociados al procesamiento láser avanzado, especialmente valioso al taladrar aleaciones de titanio, superaleaciones de Inconel y compuestos de matriz cerámica específicos para aplicaciones aeroespaciales y de dispositivos médicos.
Los sistemas de taladrado OPMT de 5 ejes logran una precisión de posicionamiento excepcional gracias a sistemas de control de bucle cerrado integrados que mantienen la precisión durante el movimiento simultáneo multieje. Los ejes lineales (X, Y, Z) ofrecen una repetibilidad de ±0,005 mm, verificada mediante la retroalimentación de la escala lineal de vidrio Heidenhain con una resolución de 1 micrón. Esta precisión posicional garantiza que la ubicación de los orificios se mantenga dentro de las tolerancias especificadas, independientemente de la posición de la pieza dentro del área de trabajo de la máquina.
Las especificaciones de precisión del eje rotatorio determinan directamente la precisión de la perforación angular. Las tolerancias de posicionamiento de los ejes B y C de ±10 arcosegundos (equivalentes a ±0,00028 grados) se traducen en variaciones de posición lineal inferiores a 0,005 mm a distancias de trabajo típicas de 100 mm desde los centros de rotación. Esta precisión angular mantiene los ángulos de aproximación de la perforación dentro de las especificaciones que afectan la perpendicularidad del orificio, la alineación de la línea central y la precisión de la posición de penetración en operaciones de perforación de ángulo compuesto.
La función RTCP (Punto Central de la Herramienta de Rotación) proporciona el algoritmo cinemático crucial que mantiene la precisión de taladrado durante el movimiento simultáneo del eje de rotación. Este avanzado sistema de control calcula la compensación posicional en tiempo real, manteniendo la punta de la herramienta o el punto focal del láser estacionarios respecto a las superficies de la pieza, a pesar de los cambios de orientación en los ejes B y C. Al taladrar agujeros de ángulo compuesto que requieren la rotación de la pieza durante la operación, RTCP mantiene la precisión de la posición del agujero, que de otro modo se degradaría por el movimiento del eje sin compensación.
Los sistemas de compensación en tiempo real abordan los efectos de la deriva térmica y la vibración que influyen en la precisión del posicionamiento durante ciclos de producción prolongados. Los sensores de temperatura en los componentes de la estructura de la máquina monitorizan la expansión térmica, lo que permite que los algoritmos de control implementen compensaciones de posición que mantienen la precisión a pesar de las variaciones de temperatura ambiente o la generación de calor durante las operaciones de mecanizado. Los acelerómetros de alta frecuencia detectan señales de vibración que indican el desarrollo de vibraciones, lo que activa respuestas adaptativas que ajustan las velocidades de avance y del husillo para restablecer condiciones de taladrado estables.
El resultado práctico: precisión en la posición del orificio de ±0,005 mm, perpendicularidad de ±0,005 mm medida a profundidades de 25 mm y precisión de ángulo compuesto de ±10 segundos de arco en volúmenes de producción que abarcan miles de componentes. Estos niveles de capacidad satisfacen las exigentes especificaciones requeridas para componentes de turbinas aeroespaciales, implantes de dispositivos médicos y aplicaciones de herramientas de precisión, donde la precisión dimensional influye directamente en el rendimiento de los componentes y el cumplimiento normativo.
Descargo de responsabilidad
Este contenido es compilado por OPMT Laser con base en información pública disponible únicamente como referencia; las menciones de marcas y productos de terceros son para comparación objetiva y no implican ninguna asociación o respaldo comercial.

Explore el mundo del mecanizado CNC mientras comparamos las tecnologías de 3 y 5 ejes. Desde operaciones básicas hasta geometrías complejas, descubra qué máquina se adapta a sus necesidades de fabricación en 2025.

Explore el probado proceso ODM de 5 fases de OPMT para sistemas láser personalizados. Fabricación con certificación ISO, precisión de ±0,003 mm y protección IP. Envíe los requisitos de su proyecto hoy mismo.

¿Está buscando los mejores proveedores de centros de mecanizado CNC de 5 ejes? ¡Consulte nuestra lista de los 10 mejores para obtener información de expertos y encontrar el que mejor se adapte a sus necesidades!

Explore las 10 mejores máquinas de corte de metales por láser de 2025, con líderes de la industria como Trumpf, Bystronic y OPMT Laser. Compare la tecnología de vanguardia, la precisión y la eficiencia para encontrar la solución perfecta para sus necesidades de fabricación.
Por favor, rellene sus datos de contacto para descargar el PDF.